




便攜式產(chǎn)品需求的增長(zhǎng),推動(dòng)著線路板從單面不斷地發(fā)展到雙面、多層、撓性以及剛撓結(jié)合板,并不斷地向高精度、高密度和高可靠性方向發(fā)展。

撓性線路板(FPC板)基材為銅,需要在線路覆蓋一層覆蓋膜,覆蓋膜材料一般為聚酰亞胺,熱固膠在高溫下將覆蓋膜與線路板緊密結(jié)合,壓合在線路板表面起到保護(hù)作用。而FPC板生產(chǎn)的后期需要加工外形,在外形處有一排插頭用于與其他電子產(chǎn)品進(jìn)行連接。線路板連接的可靠性對(duì)激光切割精度更嚴(yán)更高。
目前批量加工FPC外形的方法是沖切方法,小批量FPC和FPC樣品主要運(yùn)用激光切割加工。迄今為止,國(guó)內(nèi)外已經(jīng)有多家廠商開(kāi)發(fā)出UV激光切割機(jī)用于制作FPC樣品,而FPC板插頭外形常用的切割方法:光標(biāo)點(diǎn)識(shí)別法和字符識(shí)別法,未有文獻(xiàn)報(bào)道插頭邊識(shí)別法,而這個(gè)方法使得FPC板激光切割的操作更方便更簡(jiǎn)單,切割精度也更高。
本文通過(guò)FPC板的生產(chǎn)工藝,為解決由漲縮造成FPC板切割偏差的問(wèn)題,使用現(xiàn)有激光加工設(shè)備,應(yīng)用CCD識(shí)別新插頭邊的方法,補(bǔ)償漲縮變形大的線路板尺寸,控制外形切割在精度要求之內(nèi)。
2、FPC板生產(chǎn)工藝與漲縮原理
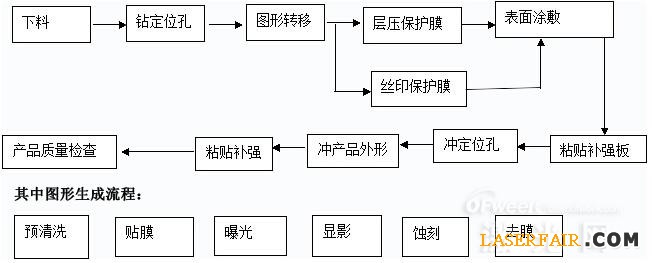
FPC線路板主要分為單面和雙面及多層線路板,雙面線路板是從單面板發(fā)展起來(lái)的產(chǎn)品,單面FPC板的生產(chǎn)流程如下:
FPC板的材料主要 有:撓性覆銅板、保護(hù)膜和聚酰亞胺補(bǔ)強(qiáng)膜。
FPC板生產(chǎn)流程的每個(gè)工序會(huì)影響線路板外形漲縮,其原因是:由撓性覆銅板、聚酰亞胺和聚酰亞胺補(bǔ)強(qiáng)膜等構(gòu)成的線路板,層壓過(guò)程需要將材料溫度升到170℃以上,冷卻后因銅與聚酰亞胺的漲縮系數(shù)差異而出現(xiàn)內(nèi)應(yīng)力,破壞了材料平衡力,基材出現(xiàn)收縮變形,基材線路圖形失真,造成FPC線路板的漲縮不均。
FPC板的漲縮不均,易造成外形加工精度達(dá)不到要求。本文應(yīng)用外形激光切割技術(shù),測(cè)量出線路板不同漲縮率的切割偏差值,繪制出激光切割的漲縮-精度曲線,再通過(guò)漲縮-精度曲線,針對(duì)漲縮率大的FPC板,應(yīng)用新CCD基準(zhǔn)點(diǎn)識(shí)別技術(shù),對(duì)FPC板進(jìn)行畸變校正,達(dá)到提高FPC板插頭加工精度目的。
3、實(shí)驗(yàn)材料與設(shè)備
FPC板10張,ASIDA JG13 UV激光切割機(jī),影像投影儀(二次元)
4、實(shí)驗(yàn)方法與數(shù)據(jù)
首先測(cè)量激光設(shè)備的切割精度,判斷設(shè)備是否達(dá)到設(shè)計(jì)的精度要求。然后選取切割幾種漲縮率的線路板,測(cè)量其切割精度,繪制出漲縮率和切割精度的曲線。
4.1 設(shè)備的精度測(cè)試
切割加工前先對(duì)設(shè)備運(yùn)行狀態(tài)和切割精度進(jìn)行測(cè)試。
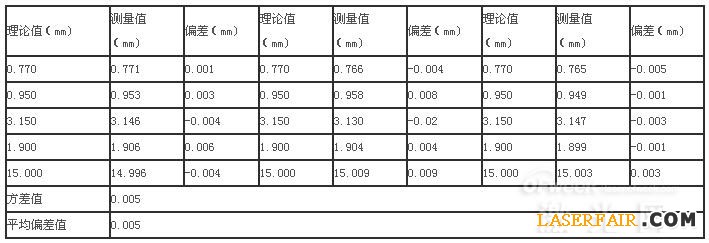
測(cè)量方法:測(cè)量板到邊的距離,再減去對(duì)應(yīng)的理論值即得到偏差值。三次分別在線路板切割,測(cè)得的數(shù)據(jù)如下:
表一、設(shè)備切割精度表
從數(shù)據(jù)表得出,切割方差值為5微米,加工精度符合要求,設(shè)備處于正常狀態(tài)。
4.2 不同漲縮樣板的切割精度
在線路板生產(chǎn)過(guò)程中,因?yàn)槠窗濉㈦婂?、層壓和高低溫差的原因造成樣板的漲縮變形。激光設(shè)備本身對(duì)FPC板漲縮作適當(dāng)補(bǔ)償,但是當(dāng)FPC板的漲縮變形過(guò)大,就無(wú)法控制切割外形精度在客戶的要求范圍內(nèi)了。
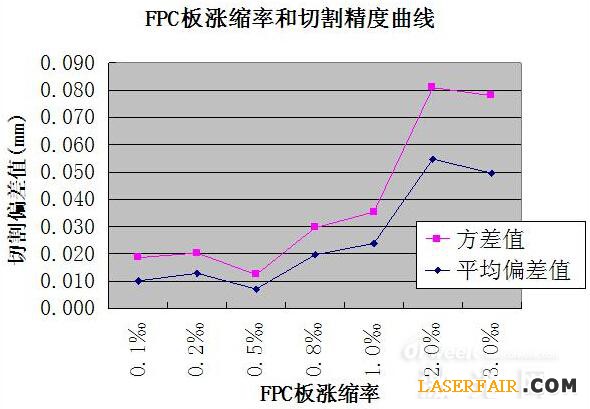
為了測(cè)量不同漲縮率的FPC板切割精度,分別選取7種漲縮率0.1‰、0.2‰、0.5‰、0.8‰、1.0‰、2.0‰和3.0‰的線路板材料,經(jīng)過(guò)定位后,激光切割外形,然后用二次元測(cè)量切割尺寸,與圖形理論值相比,計(jì)算出偏差值,然后統(tǒng)計(jì)出平均偏差值和方差。
圖1 FPC漲縮率-切割精度曲線
FPC板漲縮率和切割精度曲線圖表明,當(dāng)漲縮率小于0.8‰,切割精度在±0.05mm范圍內(nèi)波動(dòng)。隨著漲縮率的增大,平均切割偏差值和方差值都增加,當(dāng)漲縮率大于0.8‰時(shí),切割精度達(dá)不到±0.05mm的客戶要求。
漲縮率大于0.8‰,切割平均偏差值超過(guò)0.020mm且方差值大于0.025mm。這表明漲縮率超過(guò)0.8‰后,F(xiàn)PC板切割精度無(wú)法滿足外形±0.05mm的精度要求。
將漲縮率大于0.8‰FPC板的切割精度控制在±0.05mm范圍內(nèi),成為激光切割加工的一個(gè)難題。國(guó)內(nèi)有文獻(xiàn)報(bào)道,用軟件算法理論補(bǔ)償線路板的變形來(lái)提高切割精度,但測(cè)算出切割加工精度數(shù)據(jù)未見(jiàn)有報(bào)導(dǎo)。
4.3 漲縮率大于0.8‰的FPC板切割技術(shù)
據(jù)文獻(xiàn)報(bào)導(dǎo)和線路板廠家品質(zhì)要求, FPC板插頭的關(guān)鍵尺寸是插頭尺寸和插頭到板邊的距離。當(dāng)定位系統(tǒng)以插頭邊為基準(zhǔn)點(diǎn)進(jìn)行畸形校正計(jì)算,可消減線路板漲縮過(guò)大引起插頭檢驗(yàn)尺寸和邊距的偏差(如圖2所示),從而保證切割的精度。
圖2 FPC插頭切割外形
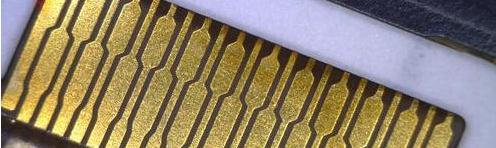
實(shí)驗(yàn)使用的激光切割機(jī)定位系統(tǒng)的分辨率為±3μm,清晰地判別插頭和普通撓性板材之間的界線,為工件的畸形校正補(bǔ)償提供精確基準(zhǔn)點(diǎn)。經(jīng)過(guò)線路板生產(chǎn)現(xiàn)場(chǎng)的驗(yàn)證,新激光切割技術(shù)能控制漲縮率大的FPC板外形尺寸精度,圖3為符合插頭切割偏差±0.05mm的應(yīng)用實(shí)例。
圖3 插頭高精度切割效果
5、總結(jié)
本文統(tǒng)計(jì)激光切割機(jī)切割不同漲縮率線路板的尺寸偏差,分析測(cè)量數(shù)據(jù),總結(jié)出FPC板的漲縮大于0.8‰時(shí),不能控制切割精度在尺寸公差±0.05mm范圍。為解決漲縮變形量大線路板的切割精度問(wèn)題,本文應(yīng)用新CCD系統(tǒng)識(shí)別插頭新定位基準(zhǔn)點(diǎn),補(bǔ)償畸變量,控制成品板的外形精度。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們