




1 引 言







藍(lán)寶石具有高耐磨性、高硬度和優(yōu)良的熱傳導(dǎo)性、電絕緣性、化學(xué)性能穩(wěn)定等優(yōu)異的物理、化學(xué)特點(diǎn),被廣泛地應(yīng)用于高端智能手機(jī)、平板電腦、平板電視等電子顯示行業(yè)領(lǐng)域。由于藍(lán)寶石是硬脆性材料,傳統(tǒng)的機(jī)械加工存在易產(chǎn)生裂紋、碎片、分層、崩邊、邊緣破裂和刀具易磨損等缺陷,又由于藍(lán)寶石化學(xué)穩(wěn)定性較好,使得傳統(tǒng)的化學(xué)加工方法對(duì)其難以加工。然而激光切割技術(shù)是一種高速度、高質(zhì)量的切割方法,對(duì)藍(lán)寶石晶片進(jìn)行切割,不僅具有加工速度快、切口質(zhì)量好并且可以對(duì)任意圖形進(jìn)行切割。通常用于藍(lán)寶石切割的激光器主要有超短脈沖激光、Nd:YAG激光、紫外激光;皮秒、飛秒超短脈沖激光加工藍(lán)寶石熱影響區(qū)較小,但光子能量損失大,材料去除率低,且在加工區(qū)域周圍形成無規(guī)則的納米晶體形態(tài)和裂紋以及在作用區(qū)域表面形成波紋,并且加工設(shè)備成本較高;由于藍(lán)寶石對(duì)1070 nm Nd∶YAG紅外激光的吸收率很低,要加工藍(lán)寶石就需要提高激光能量密度,故很難加工且存在熱效應(yīng)明顯、重凝嚴(yán)重等現(xiàn)象;目前紫外激光( λ =355 nm)切割藍(lán)寶石基片時(shí),由于激光功率較低且焦深較短,藍(lán)寶石去除率較低,只能通過多次切割的同時(shí)焦點(diǎn)位置不斷改變才能實(shí)現(xiàn)藍(lán)寶石的切割,這樣使得采用紫外激光器切割藍(lán)寶石的切割效率較低。光纖激光的穩(wěn)定性和光束質(zhì)量較好并且能量密度較大,對(duì)硬脆性材料和較厚板材切割相對(duì)于Nd∶YAG激光切割都有明顯的優(yōu)勢(shì),采用光纖激光結(jié)合保護(hù)氣體對(duì)藍(lán)寶石晶片進(jìn)行切割,并對(duì)切割過程中工藝參數(shù)的影響規(guī)律進(jìn)行分析。
2 實(shí)驗(yàn)裝置和材料
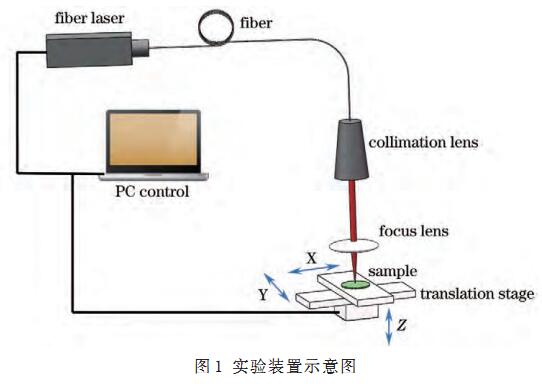
實(shí)驗(yàn)裝置如圖1所示,激光經(jīng)過光纖傳導(dǎo)到準(zhǔn)直鏡后通過聚焦鏡, 最終在焦平面獲得直徑為20μm的激光光斑;自動(dòng)控制系統(tǒng)控制移動(dòng)平臺(tái)能在X,Y方向移動(dòng)。實(shí)驗(yàn)采用光纖激光器的脈寬為0.13~0.2 ms、波長為1070 nm、光斑直徑為20μm、重復(fù)頻率為0~5 kHz、能量密度變化范圍為0~2.4 × 10^5J/cm2、切割速度變化范圍為0~100 mm/s。加工采用N2作為輔助氣體,噴嘴直徑為2 mm。
實(shí)驗(yàn)樣件為光學(xué)級(jí)C-面(0001)藍(lán)寶石基片,直徑2 inches(1 inch=2.54 cm)、厚度0.31 mm。具體藍(lán)寶石基片的熱學(xué)性能參數(shù)見表1。
實(shí)驗(yàn)前對(duì)樣件依次進(jìn)行丙酮超聲波清洗和去離子水清洗和無塵環(huán)境下烘干環(huán)節(jié)處理;實(shí)驗(yàn)后同樣需要嚴(yán)格的清洗:先用KOH溶液超聲清洗5 min,然后依次用丙酮溶液、 無水乙醇、去離子水超聲清洗5 min,最后在無塵環(huán)境下烘干。激光切割樣件邊緣都是通過基恩士(VK-8700)三維(3D)彩色激光共聚焦顯微鏡進(jìn)行觀察。
3 結(jié)果與討論
3.1 激光能量密度對(duì)藍(lán)寶石加工質(zhì)量的影響
圖2表示的是激光能量密度對(duì)激光切割藍(lán)寶石崩邊尺寸的影響,激光重復(fù)頻率為1 kHz,切割速度為10 mm/s,輔助氣體為N2,氣壓為1 MPa,脈寬為0.13 ms,激光能量密度從5.6~11.3 ×10^3J/cm2變化。
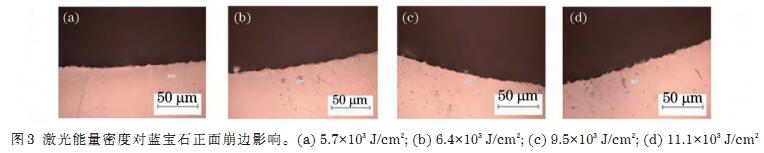
從圖2可以看出,隨著激光能量密度的增加,藍(lán)寶石的正面崩邊尺寸和背面崩邊尺寸都有所增加,但是正面崩邊尺寸的變化較小,基本都在5 μm以下。圖3表示的是激光能量密度對(duì)藍(lán)寶石正面影響效果圖,從圖3可以看出正面加工形貌多存在鋸齒狀,主要是由于激光頻率較低造成光斑分離現(xiàn)象所致,改變鋸齒狀現(xiàn)象的途徑可通過改變激光切割速度和重復(fù)頻率對(duì)其進(jìn)行調(diào)整,并且在激光能量密度增加到一定大小時(shí),正面崩邊尺寸達(dá)到飽和。這是因?yàn)楫?dāng)激光脈沖能量密度達(dá)到去除閾值后,鋸齒形狀逐漸趨近于光斑輪廓;能量密度繼續(xù)增加,在脈沖的作用時(shí)間內(nèi),材料的熱擴(kuò)散以及等離子體的形成使得材料表面的去除量增加,形成的鋸齒有擴(kuò)大趨勢(shì)。
圖4表示的是激光能量密度對(duì)藍(lán)寶石背面崩邊影響效果圖。從圖4可以看出,激光能量密度越大,藍(lán)寶石背面的崩邊現(xiàn)象越明顯,崩邊尺寸越大,所以在保證藍(lán)寶石能被切穿的同時(shí)降低激光功率對(duì)藍(lán)寶石背面崩邊情況有一定改善,但是能量越小在背面存在的掛渣就越嚴(yán)重,且不易清除。若適當(dāng)增大激光能量可使得藍(lán)寶石背面熔融材料成為粉末狀,從而可以改變藍(lán)寶石背面切割效果,故激光能量密度在5.7~6.3 ×10^3J/cm2為最佳。
當(dāng)激光照射藍(lán)寶石表面時(shí),透過保護(hù)氣體的高斯光斑使藍(lán)寶石表面迅速升溫,為了簡化藍(lán)寶石材料加熱過程的理論分析,熱模型進(jìn)行了以下假設(shè),藍(lán)寶石是均勻且熱物理性質(zhì)各向同性的材料,藍(lán)寶石的光學(xué)和熱力學(xué)參數(shù)與溫度無關(guān),忽略傳熱過程中的輻射和對(duì)流,只考慮材料表面向內(nèi)的熱傳導(dǎo),得到激光加熱和冷卻階段的溫度場分布,即加熱階段表面溫度變化規(guī)律如(1)和(2)式所示。
加熱階段:
和冷卻階段:
式中ierfc( )為高斯補(bǔ)誤差函數(shù)的一次積分值,τ為脈寬(s),D為熱擴(kuò)散率(m2/s),A為吸收率,k為熱導(dǎo)率(W/m/K),t為時(shí)間(s),F(xiàn)為激光功率密度(J/cm2),z為遠(yuǎn)離上表面的距離(μm)。
在激光脈沖的起始段,激光作用于藍(lán)寶石表面,使得藍(lán)寶石的狀態(tài)發(fā)生一定的變化,改變了晶體表面的吸收系數(shù),藍(lán)寶石對(duì)激光束能量的吸收迅速增加。當(dāng)表面溫度達(dá)到一定溫度時(shí),藍(lán)寶石被熔化甚至氣化,藍(lán)寶石表面溫度隨時(shí)間變化如圖5所示。導(dǎo)致氣體溫度的迅速上升,甚至使氣體電離,經(jīng)計(jì)算實(shí)驗(yàn)采用的激光功率密度可到10^4J/cm2數(shù)量級(jí)。如圖5所示,在能量密度為1.24×10^4J/cm2,作用時(shí)間為7μs時(shí)就能達(dá)到藍(lán)寶石的熔點(diǎn),在作用時(shí)間為14μs時(shí)達(dá)到藍(lán)寶石的氣化溫度,隨后對(duì)激光的吸收會(huì)使藍(lán)寶石基片表面產(chǎn)生局部的電離化,從而基片表面對(duì)激光的吸收系數(shù)增大,激光束能使周圍的保護(hù)氣體擊穿,瞬間產(chǎn)生等離子體,使晶體表面形成所謂的鑰匙孔形狀的損傷形貌。所以當(dāng)激光能量密度達(dá)到藍(lán)寶石氣化閾值后,通過增加激光功率來改變正面的鑰匙孔現(xiàn)象進(jìn)而減少鋸齒狀并不明顯。并且在強(qiáng)激光作用下形成一個(gè)充滿等離子體的鑰匙孔,在鑰匙孔中等離子體對(duì)激光的吸收率會(huì)大大增加,進(jìn)入孔中激光的能量基本上大部分被等離子體吸收。如果使用圖7中a部分對(duì)藍(lán)寶石進(jìn)行切割,在靠近藍(lán)寶石正面的鑰匙孔中,由于等離子體濃度較大,等離子體的高溫可使得藍(lán)寶石更多地去除,這也造成正面邊緣鋸齒狀變得嚴(yán)重,在背面邊緣處溫度過高, 熱應(yīng)力梯度過大,造成崩邊更加嚴(yán)重。
圖6 是激光切割藍(lán)寶石晶片斷口形貌圖,從圖6可以看出,在切縫底部出現(xiàn)鑰匙孔現(xiàn)象,并且鑰匙孔之間的間距相同,呈均勻分布。經(jīng)過計(jì)算,兩個(gè)鑰匙孔之間的間距為兩個(gè)脈沖的間距。
激光加工出的鑰匙孔尖端部分是熔渣形成部分,同時(shí)也是材料的熱應(yīng)力集中區(qū),對(duì)于藍(lán)寶石試樣厚度大于鑰匙孔深度的情況下,深處的熱應(yīng)力會(huì)很大,使得藍(lán)寶石未切透的部分在熱應(yīng)力作用下開裂,若樣件輪廓為直線,會(huì)沿著切割線開裂,使得切割下表面非常光滑,崩邊較小甚至無崩邊,但是對(duì)于切割弧形輪廓樣件,則無法實(shí)現(xiàn)切割。需要適當(dāng)增大激光功率,使得鑰匙孔尖端超出藍(lán)寶石的下表面,且使用圖7中b部分對(duì)藍(lán)寶石進(jìn)行切割。
3.2 激光切割速度對(duì)藍(lán)寶石加工質(zhì)量的影響
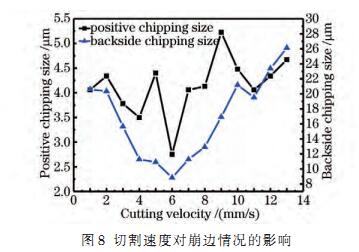
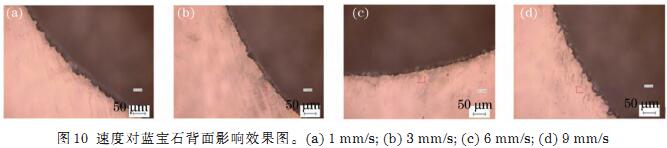
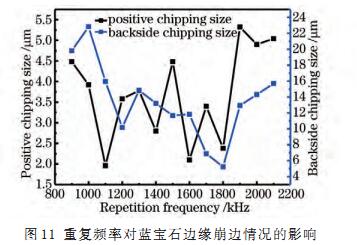
圖8表示的是激光切割速度對(duì)激光切割藍(lán)寶石崩邊尺寸的影響,激光重復(fù)頻率為1 kHz;激光能量密度為6.3×10^3J/cm2;輔助氣體為N2;氣壓為1 MPa;脈寬為0.13 ms,切割速度為1~13 mm/s。由于激光重復(fù)頻率的限制,為避免切割邊緣存在鋸齒狀現(xiàn)象,降低激光加工速度,從而改變激光光斑重疊率。同時(shí),考慮到前激光脈沖與藍(lán)寶石材料間的熱積累影響,故對(duì)激光切割速度對(duì)藍(lán)寶石加工質(zhì)量的影響進(jìn)行研究。切割速度直接影響了激光與材料間的相互作用時(shí)間。當(dāng)切割速度增加時(shí),作用時(shí)間減小,材料的氣化量減少,故切割邊緣鋸齒狀隨著減小。

從圖8中看出,切割速度對(duì)藍(lán)寶石正背面崩邊尺寸均有一定的影響,在正面和背面崩邊尺寸上,整體趨勢(shì)為隨切割速度的增加,崩邊尺寸先減小后增加,這是由于切割速度影響光斑重疊率,光斑重疊率過高,激光脈沖在藍(lán)寶石表面的作用時(shí)間越長,熱積累越多,產(chǎn)生崩邊尺寸較大,光斑重疊率過低造成光斑近似分離,切割邊緣出現(xiàn)較大鋸齒狀。圖9為切割速度對(duì)藍(lán)寶石正面崩邊尺寸的影響。
從圖8和圖9中可以看出,由于切割速度在1~13 mm/s, 光斑重疊率激光的切割速度對(duì)正面崩邊的影響不大,在2~5μm之間。當(dāng)速度為6 mm/s時(shí),正面崩邊尺寸最小為2.75μm,光斑重疊率為85%左右。圖10為切割速度對(duì)背面崩邊尺寸的影響,從圖10背面崩邊情況看,在切割速度為6 mm/s時(shí)背面崩邊在10 μm以下,故激光切割速度在5~7 mm/s為最佳。
3.3 重復(fù)頻率對(duì)藍(lán)寶石加工質(zhì)量的影響
圖11表示的是激光重復(fù)頻率對(duì)激光切割藍(lán)寶石崩邊尺寸的影響,輔助氣體壓力為1 MPa;激光能量密度為6.3×10^3J/cm2;輔助氣體為N2;切割速度為6 mm/s;脈寬為0.13 ms,由于重復(fù)頻率過高會(huì)使激光能量密度降低,當(dāng)降低到一定程度后,藍(lán)寶石的穿透性切割較為困難,作用時(shí)間影響材料受熱應(yīng)力的影響造成的崩邊現(xiàn)象。重復(fù)頻率較高,激光單脈沖能量將會(huì)降低,邊緣的熱積累減小,對(duì)藍(lán)寶石去除率有所降低,故重復(fù)頻率選為0.7~2.1 kHz。
從圖11中可以看出,重復(fù)頻率的變化,正面崩邊尺寸存在一定的小波動(dòng),基本上在3~5μm;從圖12可以看出,背面崩邊影響較大,在重復(fù)頻率為1.8 kHz時(shí),崩邊尺寸達(dá)到最低,達(dá)到5 μm左右,并且鋸齒狀切口得到改善。由于加工過程中,脈寬不變,當(dāng)重復(fù)頻率過高時(shí),溫度積累過多,造成損傷擴(kuò)大化,進(jìn)而造成崩邊現(xiàn)象嚴(yán)重,故激光重復(fù)頻率在1.6~1.8 kHz為最佳。
3.4 輔助氣體壓力對(duì)藍(lán)寶石加工質(zhì)量的影響
由于激光的高能量,激光與輔助氣體相互作用,使得輔助氣體發(fā)生電離,而電離產(chǎn)生的一定量的等離子體會(huì)對(duì)激光產(chǎn)生等離子體屏蔽效應(yīng),而屏蔽的效果與保護(hù)氣體的第一電離能存在著一定的關(guān)系,保護(hù)氣體的第一電離能越高,對(duì)激光的屏蔽效果越小。O2的第一電離能為13.618 eV,N2的第一電離能是14.53 eV;O2形成的等離子體對(duì)激光的屏蔽效應(yīng)較強(qiáng),N2相對(duì)較低,因而藍(lán)寶石對(duì)激光的能量吸收較強(qiáng),藍(lán)寶石表面的等離子的溫度高,激光與等離子體作用,使藍(lán)寶石晶體表面溫度過高迅速氣化甚至爆沸,脫離藍(lán)寶石基體并使藍(lán)寶石冷卻的液體回落到藍(lán)寶石表面形成粉末。


圖13表示的是輔助氣體壓力對(duì)激光切割藍(lán)寶石崩邊尺寸的影響,激光重復(fù)頻率為1.8 kHz;激光能量密度為6.3×10^3J/cm2;輔助氣體為N2;切割速度為6 mm/s;脈寬為0.13 ms,輔助氣體壓力變化范圍為0.6~1.0 MPa。

在輔助氣體為N2 的前提下,輔助氣體的壓力對(duì)切割效果也有明顯的影響,輔助氣體的壓力主要影響切割速度和掛渣量。適當(dāng)增大氣體壓力,由于氣流動(dòng)量增大,可提高排渣能力,進(jìn)而提高切割速度和切割質(zhì)量。圖14和圖15為輔助氣體壓力對(duì)藍(lán)寶石正面和背面加工質(zhì)量影響形貌圖。
從圖14和圖15可以看出,輔助氣體壓力越大,正面和背面的崩邊尺寸越少,且在背面的掛渣現(xiàn)象有一定的改善。實(shí)驗(yàn)結(jié)果表明,使用較高的氣壓能獲得較好的切割質(zhì)量,這也與較多的激光切割薄板材料所需要的氣體壓力較高有關(guān),但是不能過高,氣壓過高,會(huì)在藍(lán)寶石表面形成渦流,削弱氣流去除材料的能力,故輔助氣體壓力在0.9 MPa為最佳。
4 結(jié) 論
采用波長為1070 nm的光纖激光對(duì)藍(lán)寶石基片進(jìn)行切割加工,研究加工后的特征尺寸和微觀形貌,分析其加工機(jī)理以及不同工藝參數(shù)對(duì)藍(lán)寶石切割質(zhì)量的影響,得出以下結(jié)論:
1) 激光與N2相互作用,N2被擊穿以后形成等離子體;激光與等離子體的相互作用過程中,形成鑰匙孔現(xiàn)象;鑰匙孔的深度對(duì)藍(lán)寶石背面切割質(zhì)量影響較大;綜合考慮理論與實(shí)驗(yàn)結(jié)果,激光能量密度選擇為 5.7~6.3×10^3J/cm2;
2) 根據(jù)激光切割速度與激光光斑重疊率的關(guān)系,以及對(duì)切割邊緣鋸齒狀的影響;重疊率較低時(shí),光斑處于分離狀態(tài),鋸齒狀較明顯,但是較小時(shí),由于熱作用明顯導(dǎo)致崩邊較嚴(yán)重,所以切割速度為6 mm/s最佳;
3) 激光重復(fù)頻率較低時(shí),激光與藍(lán)寶石的作用時(shí)間較長,背面崩邊嚴(yán)重,所以重復(fù)頻率選擇為1.8 kHz;
4) 在N2的輔助下,激光作用后在藍(lán)寶石下表面形成粉末碎屑,較易清除;輔助氣體的壓力對(duì)藍(lán)寶石背面掛渣量有較大影響,氣壓較小時(shí),碎屑不易清除,氣壓較大時(shí),容易形成渦流,不利于碎屑清除,實(shí)驗(yàn)結(jié)果表明:輔助氣體壓力在0.9 MPa時(shí)為最佳。(作者:深圳光韻達(dá)光電科技股份有限公司 蔡志祥 高勛銀 楊 偉 孫智龍 葉玉梅)
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們