




引言:航空技術(shù)的發(fā)展對(duì)國(guó)家國(guó)防和經(jīng)濟(jì)建設(shè)有著重要的影響,涉及國(guó)家安全及國(guó)計(jì)民生的核心利益。航空渦輪發(fā)動(dòng)機(jī)是現(xiàn)代航空飛行器的核心,標(biāo)志著航空技術(shù)的發(fā)展水準(zhǔn)。對(duì)飛行速度,飛行距離及安全性能等需求不斷提升,使得航空渦輪發(fā)動(dòng)機(jī)向大推力、高效率、低油耗和長(zhǎng)壽命方向發(fā)展,為此,渦輪發(fā)動(dòng)機(jī)渦輪前溫度需要不斷提高。作為目前最有效的提升渦輪發(fā)動(dòng)機(jī)渦輪前溫度的措施,在葉片材料表面制備熱障涂層(TBC)是半個(gè)世紀(jì)來(lái)材料科學(xué)領(lǐng)域研究的長(zhǎng)期熱點(diǎn)。進(jìn)入21世紀(jì)后,我國(guó)航空渦輪發(fā)動(dòng)機(jī)的需求也越來(lái)越大,同時(shí),工業(yè)燃?xì)廨啓C(jī)也有熱障涂層的需求,因此,熱障涂層的研究、開(kāi)發(fā)與制備技術(shù)有著巨大的市場(chǎng)和經(jīng)濟(jì)、軍事、社會(huì)效益。



1、熱障涂層的發(fā)展歷程
熱障涂層研究始于20世紀(jì)40年代末50年代初,美國(guó)NASA最先將其應(yīng)用于X-15火箭噴嘴,創(chuàng)造了當(dāng)時(shí)速度(6.72Mach)和升限(108km)記錄。
20世紀(jì)70年代中期,雙層涂層系統(tǒng)(粘結(jié)層+氧化釔部分穩(wěn)定氧化鋯(YSZ)開(kāi)發(fā)成功使熱障涂層研究獲得突破性的進(jìn)展,開(kāi)始廣泛應(yīng)用于燃?xì)廨啓C(jī)渦輪葉片、導(dǎo)向葉片、火焰筒等熱端部件上等,被稱(chēng)為第一代熱障涂層。20世紀(jì)80年代初期,美國(guó)Pratt&Whitney公司采用低壓等離子噴涂(LPPS)制備更耐氧化的金屬粘結(jié)層NiCoCrAlY,壽命比采用大氣等離子噴涂(APS)的第一代熱障涂層的壽命提高了2.5倍。1980年代末,開(kāi)發(fā)出第三代熱障涂層,即用LPPS制備金屬粘結(jié)層,用電子束物理氣相沉積(EB-PVD)制備YSZ陶瓷層,燃燒器試驗(yàn)表明,第三代熱障涂層壽命比第二代熱障涂層壽命提高了10倍,可提高葉片壽命3倍[4]。20世紀(jì)90年代末,又開(kāi)發(fā)出了第四代熱障涂層,其熱導(dǎo)率更低,該涂層在JTDEXTE76驗(yàn)證機(jī)低壓渦輪葉片上成功進(jìn)行了試驗(yàn)驗(yàn)證。
經(jīng)過(guò)幾十年的發(fā)展,熱障涂層的工藝方法隨著涂層制備技術(shù)的發(fā)展而不斷改進(jìn),由APS→LPPS→EB-PVD。近年來(lái),因?yàn)榭梢蕴岣咛沾赏繉又旅芏?,減少高溫條件下氧的滲透,激光制備技術(shù)也出現(xiàn)在熱障涂層的工藝方法研究中,并取得初步成果。
熱障涂層的雙層涂層系統(tǒng)結(jié)構(gòu)(粘結(jié)層+陶瓷層)幾十年來(lái)基本保持不變,但涂層成分和細(xì)微結(jié)構(gòu)一直不斷被深入研究,并且不斷發(fā)展。
國(guó)內(nèi)外許多學(xué)者對(duì)陶瓷層展開(kāi)研究,NASA在實(shí)驗(yàn)室中成功研發(fā)出的HfO2-Y2O3熱障涂層,試驗(yàn)結(jié)果表明,加入多種氧化物的熱障涂層具有更好的熱循環(huán)性能。有學(xué)者認(rèn)為稀土鋯酸鹽是未來(lái)熱障涂層的發(fā)展方向,稀土鋯酸鹽材料A2B2O7(A=La、Nd、Sm、Gd、Dy、Er、Yb,B=Zr,Ce等)導(dǎo)熱系數(shù)低,在高溫下物相和化學(xué)成分更穩(wěn)定,應(yīng)用前景良好,但稀土鋯酸鹽熱障涂層還存在如熱膨脹系數(shù)與粘結(jié)層熱膨脹系數(shù)不匹配、稀土鋯酸鹽韌性不足、抑制裂紋萌生與擴(kuò)展的能力不強(qiáng)、制備工藝復(fù)雜等問(wèn)題需要解決[6]。
2、熱障涂層的失效機(jī)制
航空渦輪發(fā)動(dòng)機(jī)的工況十分苛刻,典型工作循環(huán)中渦輪最高工作溫度約為1350℃,長(zhǎng)時(shí)間工作溫度為800~900℃。影響熱障涂層失效的因素眾多,主要為材料性能不匹配、界面氧化等。
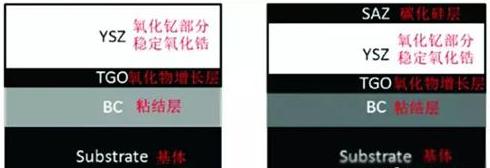
目前使用最廣的熱障涂層的陶瓷層材料為6%~8%Y2O3部分穩(wěn)定ZrO2(6~8YSZ),YSZ熱障涂層一般由粘結(jié)層(BC)和頂層(TC)組成。粘結(jié)層常用材料為MCrAlY(其中M代表Ni,Co或NiCo),高溫條件下,粘結(jié)層中的Al與從陶瓷層中擴(kuò)散來(lái)的氧反應(yīng)形成一層非常薄而致密的Al2O3熱氧化生長(zhǎng)層(TGO)。陶瓷層的主要作用是隔熱,粘結(jié)層的主要作用是緩解金屬基體和陶瓷層之間受熱和冷卻過(guò)程中的熱應(yīng)力不匹配,TGO對(duì)粘結(jié)層和基體起抗高溫氧化防護(hù)作用,合金基體主要承受機(jī)械載荷。在熱循環(huán)載荷作用下,各個(gè)組元遵循動(dòng)力學(xué)原理相互作用,以動(dòng)態(tài)平衡方式實(shí)現(xiàn)熱障功能。
早期熱障涂層由于陶瓷層易發(fā)生分解及相對(duì)低的溫度承受能力而易發(fā)生失效。采用Y2O3代替MgO和CaO作穩(wěn)定劑,陶瓷層的穩(wěn)定性得到很大提高,涂層失效也由陶瓷層的失穩(wěn)轉(zhuǎn)移到了粘結(jié)層。當(dāng)粘結(jié)層中Al全部選擇氧化后,粘結(jié)層中開(kāi)始形成抗壓強(qiáng)度小的NiO結(jié)構(gòu),NiO富集處比Al2O3處易產(chǎn)生裂紋并擴(kuò)展,進(jìn)而使涂層脫落失效。
第二代熱障涂層采用LPPS方法制備MCrAlY粘結(jié)層,減少制備工藝過(guò)程中有害氧化物的生成,并提高涂層致密度,在很大程度上消除了預(yù)先存在的氧化物晶核,從而改變熱障涂層粘結(jié)層的氧化模式,解決了粘結(jié)層NiO導(dǎo)致的失效問(wèn)題。
熱障涂層在長(zhǎng)期熱循環(huán)過(guò)程中,因各層材料熱膨脹系數(shù)不同產(chǎn)生熱應(yīng)力,以及TGO不斷氧化生長(zhǎng),使熱障涂層產(chǎn)生裂紋,最終導(dǎo)致熱障涂層與基體脫落,成為第二代熱障涂層主要失效形式。涂層失效發(fā)生在粘結(jié)層與陶瓷層分界面附近,產(chǎn)生的裂紋平行于此界面擴(kuò)展,并且通常保持在陶瓷層內(nèi),由于LPPS使得粘結(jié)層得到強(qiáng)化,涂層失效部位也由粘結(jié)層轉(zhuǎn)移到陶瓷層[9,10]。
為此,第三代熱障涂層進(jìn)一步采用EB-PVD方法沉積,得到柱狀晶結(jié)構(gòu)YSZ陶瓷層,具有較大的應(yīng)變?nèi)菹?。制備方法的變化?dǎo)致失效形式的變化,第三代熱障涂層失效發(fā)生在熱生長(zhǎng)氧化物附近。陶瓷層與粘結(jié)層間生成的TGO隨工作時(shí)間的延長(zhǎng)逐漸生長(zhǎng),在應(yīng)力作用下,TGO中或粘結(jié)層與TGO的界面處產(chǎn)生裂紋,導(dǎo)致陶瓷層脫落[4]。
從上述熱障涂層失效機(jī)制可以看出,高溫?zé)嵫趸瘲l件下,不同位置(TC、BC或TGO)產(chǎn)生裂紋是YSZ熱障涂層失效的主要形式之一,控制裂紋的萌生和擴(kuò)展是提高熱障涂層抗熱震性能,延長(zhǎng)服役壽命的關(guān)鍵。
3、自修復(fù)熱障涂層
高溫?zé)嵫趸蜔釕?yīng)力導(dǎo)致裂紋萌生是目前熱障涂層難以逾越的材料學(xué)瓶頸,需要另辟蹊徑探尋解決方法。按照自修復(fù)材料理論,自修復(fù)熱障涂層從抑制氧化和阻止裂紋擴(kuò)展兩個(gè)方面來(lái)延長(zhǎng)熱障涂層的壽命,自修復(fù)熱障涂層結(jié)合“智能涂層”思想,使熱障涂層根據(jù)外界條件變化自發(fā)完成修復(fù)過(guò)程,是一種較先進(jìn)的涂層技術(shù)路線。
但是,陶瓷材料具有很強(qiáng)的定向化學(xué)鍵,原子遷移能力非常有限,實(shí)現(xiàn)自修復(fù)行為非常困難。有學(xué)者發(fā)現(xiàn),利用高溫條件下生成的氧化產(chǎn)物可以對(duì)陶瓷材料中的裂紋進(jìn)行一定量的填充,可實(shí)現(xiàn)自修復(fù)功能。一些氧化產(chǎn)物有精細(xì)的組織結(jié)構(gòu),自身具有一定的機(jī)械強(qiáng)度,與陶瓷母體有一定的粘結(jié)性,這類(lèi)氧化產(chǎn)物可以較理想地實(shí)現(xiàn)裂紋填充并恢復(fù)陶瓷材料的性能[12]。也有一些碳化物(TiC)、氮化物(Si3N4)和三元陶瓷材料(Ti3AlC2)與陶瓷基體復(fù)合后,其高溫氧化產(chǎn)物可對(duì)陶瓷中的裂紋或微孔進(jìn)行填充,提高了陶瓷材料的致密性,防止其進(jìn)一步氧化或腐蝕,實(shí)現(xiàn)自修復(fù)功能[13~15]??蓱?yīng)用于熱障涂層中的自修復(fù)劑主要為T(mén)iC,SiC和MoSi2。
3.1抑制氧化自修復(fù)熱障涂層
Tao yuan Ou yang等通過(guò)APS方法在YSZ與粘結(jié)層之間噴涂一層TiC納米顆粒,在600℃下與穿透YSZ層的氧發(fā)生反應(yīng)生TiO2及易揮發(fā)的CO2,由于反應(yīng)后生成的TiO2體積大于反應(yīng)前TiC體積(約增加53%)[16],TiO2發(fā)生擴(kuò)張,填充到涂層的微孔和裂紋中,提高涂層致密性,阻礙氧擴(kuò)散,實(shí)現(xiàn)自修復(fù)功能。試驗(yàn)結(jié)果顯示,經(jīng)自修復(fù)的TiC熱障涂層中微孔數(shù)量?jī)H為傳統(tǒng)熱障涂層中的1/3,氧化物增重減少30%,氧化面積百分率低于10%,抗氧化能力提高28.8%,而且在1000℃下熱循環(huán)次數(shù)增加2倍,可顯著提高熱障涂層的壽命。研究發(fā)現(xiàn),熱障涂層中TiC含量不應(yīng)超過(guò)25%(wt),以防止過(guò)渡體積膨脹導(dǎo)致涂層過(guò)早失效[17]。
另外一種具有抑制氧化功能的自修復(fù)熱障涂層如圖1所示。通過(guò)APS技術(shù)在傳統(tǒng)熱障涂層的陶瓷層外表面上制備一層SiC涂層。高溫下SiC顆粒與空氣中氧接觸,在720℃下反應(yīng)生成SiO2,反應(yīng)后SiO2體積比反應(yīng)前SiC體積增大(約118%),SiO2擴(kuò)展填補(bǔ)YSZ涂層由于熱應(yīng)力產(chǎn)生的微裂紋及微孔,對(duì)涂層進(jìn)行密封,降低氧的擴(kuò)散速率,延緩粘結(jié)層的氧化,提高了TBC涂層的抗氧化和抗裂紋能力。采用高溫(1127℃)循環(huán)氧化試驗(yàn)測(cè)試自修復(fù)涂層抗氧化能力和抗剝落能力的結(jié)果表明,SiC自修復(fù)YSZ涂層的抗氧化性能提升63.29%,抗剝落性能增加56.08%。
圖1.傳統(tǒng)熱障涂層
3.2裂紋自修復(fù)熱障涂層
目前,熱障涂層因?yàn)闊釕?yīng)力產(chǎn)生裂紋幾乎是不可避免的,這是制約熱障涂層使用壽命的關(guān)鍵因素之一,也是研究的熱點(diǎn)。
有學(xué)者研究使用MoSi2材料作為熱障涂層裂紋自修復(fù)劑。MoSi2密度低(6.24g/cm3),熱膨脹系數(shù)小(8.5×10-6℃),與TBC材料熱膨脹系數(shù)(10×10-6℃)相近。
MoSi2在有氧條件下,500℃開(kāi)始氧化,800℃以下生成MoO3和SiO2;在800℃以上,MoSi2首先氧化生成Mo5Si3,然后再進(jìn)一步氧化生成易于揮發(fā)的MoO3。
在熱障涂層的工作溫度下,氧與MoSi2接觸并發(fā)生氧化反應(yīng),生成MoO3揮發(fā),剩余SiO2。由于反應(yīng)后生成的SiO2比反應(yīng)前MoSi2體積增大(約138%),導(dǎo)致SiO2擴(kuò)張,當(dāng)涂層存在裂紋時(shí),SiO2可能擠入到周邊的裂縫中,從而實(shí)現(xiàn)裂縫填充。
SiO2與陶瓷層中的ZrO2反應(yīng)生成ZrSiO4(鋯石),該化學(xué)反應(yīng)過(guò)程導(dǎo)致體積收縮,使裂紋間隙收縮減小;ZrSiO4與ZrO2結(jié)合力強(qiáng),硬度高,強(qiáng)度大,對(duì)涂層的機(jī)械強(qiáng)度進(jìn)行恢復(fù),實(shí)現(xiàn)自修復(fù)過(guò)程。
火花等離子燒結(jié)法制備含MoSi2的8%(wt)YSZ熱障涂層,經(jīng)1000~1300℃進(jìn)行10h熱循環(huán)氧化試驗(yàn)后,由橫截面SEM圖(圖2)觀察到在MoSi2顆粒周?chē)蚘SZ基體晶界附近生成了SiO2,修復(fù)裂紋并與ZrO2基體生成ZrSiO4,恢復(fù)基體的機(jī)械性能,經(jīng)自修復(fù)后的涂層中已無(wú)明顯裂紋。
圖2.MoSi2自修復(fù)YSZ熱障涂層橫截面SEM圖
Z.Derelioglu等[21]利用MoSi2和硼顆粒的混合物與YSZ(8%(wt)Y2O3)按1:10混合,制備出自修復(fù)功能熱障涂層。硼元素的加入提高了SiO2的流動(dòng)性,使SiO2更好地填滿裂縫。
由于ZrO2陶瓷層有氧穿透性,氧化反應(yīng)在沒(méi)有裂紋時(shí)也會(huì)發(fā)生,不能形成理想的微孔填充,所以,要使上述修復(fù)劑在YSZ涂層中能充分發(fā)揮修復(fù)作用,MoSi2需要被包覆以防止預(yù)氧化。
M.J.Meijerink對(duì)MoSi2進(jìn)行了Al2O2包覆處理,Al2O3熔點(diǎn)高,熱膨脹系數(shù)低并與MoSi2接近,熱應(yīng)力小,高溫下氧傳導(dǎo)率低,是理想的MoSi2的包覆外殼材料[22],能有效防止MoSi2預(yù)氧化。被包覆的MoSi2以“微膠囊”的形式分布于陶瓷層中,當(dāng)陶瓷層中產(chǎn)生的微裂紋擴(kuò)展至“微膠囊”處時(shí),應(yīng)力作用使微膠囊發(fā)生破裂,氧與“微膠囊”內(nèi)的MoSi2發(fā)生反應(yīng),實(shí)現(xiàn)如上所述的自修復(fù)過(guò)程(如圖3所示),Al2O3對(duì)MoSi2進(jìn)行包覆可實(shí)現(xiàn)隨環(huán)境變化而自發(fā)作出響應(yīng)的“智能涂層”。
圖3.Al2O3包覆MoSi2自修復(fù)熱障涂層原理示意圖
YSZ熱障涂層有限元分析表明,涂層表面粗糙度較大時(shí),TC/TGO交界處最易出現(xiàn)失效,計(jì)算結(jié)果如圖4所示。故在熱障涂層中對(duì)由熱應(yīng)力產(chǎn)生的裂紋進(jìn)行自修復(fù)時(shí),Al2O3包覆MoSi2修復(fù)劑顆粒應(yīng)優(yōu)先分布于TC/TGO的交界處。
圖4.熱障涂層邊界裂紋分布圖(a)和中心分布圖(b)
德國(guó)尤里希研究中心Denise Koch等利用APS方法制備具有自修復(fù)功能的YSZ/MoSi2復(fù)合熱障涂層,并對(duì)噴涂過(guò)程中的工藝參數(shù)進(jìn)行了研究,指出制備YSZ/MoSi2復(fù)合熱障涂層主要的難點(diǎn)在于克服MoSi2和YSZ熔融溫度及氧化行為兩方面的差異性。
自修復(fù)熱障涂層明顯改善了對(duì)涂層裂紋的抑制作用,提高了熱障涂層的性能。但是,從目前報(bào)道的研究成果來(lái)看,TiC和SiC只能在一定程度上減緩熱氧化物增長(zhǎng),無(wú)法徹底控制熱循環(huán)過(guò)程中氧化生長(zhǎng)層的增長(zhǎng)問(wèn)題。MoSi2自修復(fù)劑的釋放是一個(gè)動(dòng)態(tài)系統(tǒng),MoSi2分布位置和濃度等都對(duì)自修復(fù)過(guò)程產(chǎn)生影響,經(jīng)過(guò)自修復(fù)位置由于強(qiáng)度變低容易產(chǎn)生二次開(kāi)裂,MoSi2消耗完后修復(fù)劑無(wú)法補(bǔ)充等問(wèn)題都有待進(jìn)一步研究。
4、激光制備熱障涂層
目前制備熱障涂層的常用方法主要為APS、LPPS和EB-PVD。APS制備設(shè)備簡(jiǎn)單,形成層狀等軸晶顯微組織,熱導(dǎo)率低,適合噴涂較大尺寸的零件。但噴涂過(guò)程中容易氧化,不適合噴涂復(fù)雜工件。涂層與基體的結(jié)合力差,易剝落。EB-PVD在真空條件下進(jìn)行,形成柱狀晶顯微結(jié)構(gòu),熱循環(huán)壽命長(zhǎng)。制備的陶瓷層與金屬粘結(jié)層為化學(xué)結(jié)合,結(jié)合力高但國(guó)內(nèi)EB-PVD設(shè)備主要依靠進(jìn)口,價(jià)格昂貴,操作系統(tǒng)復(fù)雜,工藝時(shí)間相對(duì)較長(zhǎng),技術(shù)難度大,嚴(yán)重限制了我國(guó)熱障涂層技術(shù)的發(fā)展。
激光重熔工藝是獲得理想的單一柱狀晶結(jié)構(gòu)TC層的有效途徑,因此,激光制備熱障涂層受到關(guān)注。由于熱障涂層的主要應(yīng)用對(duì)象之一是渦輪葉片,激光增材制造技術(shù)的應(yīng)用可能是以后熱障涂層制備的重要技術(shù)發(fā)展方向之一。采用激光增材制造技術(shù)制備YSZ熱障涂層能突破復(fù)雜零件的限制,在惰性氣體保護(hù)下成形,減少雜質(zhì)的混入和氧化。對(duì)熱障涂層材料進(jìn)行精細(xì)成分和結(jié)構(gòu)設(shè)計(jì),實(shí)現(xiàn)涂層梯度復(fù)合,可改善涂層的抗高溫氧化和抗熱震性能,展現(xiàn)出新的生命力和應(yīng)用前景。
早在20世紀(jì)80年代末,E.Vandehaar等曾經(jīng)通過(guò)激光熔覆方法在Udimet700合金和AISI4140鋼基體上成功地制備了YSZ和Al2O3熱障涂層,通過(guò)控制工藝參數(shù)得到5~15μm氧化鋯熔覆層,熔覆層表面致密,硬度可達(dá)800~1700HV0.2,無(wú)裂紋,微觀結(jié)構(gòu)良好并有優(yōu)異的粘結(jié)性。遺憾的是在制備更厚的熱障涂層時(shí)易產(chǎn)生裂紋、分層和剝落,還達(dá)不到Y(jié)SZ熱障涂層正常工作厚度(約100~500μm)需求。
20世紀(jì)90年代初,K.M.JASIM等采用2KW的CO2激光器在低碳鋼基體上熔覆YSZ和純Al2O3兩種熱障涂層,通過(guò)控制工藝參數(shù)可以控制涂層形貌,得到柱狀晶組織,激光熔覆得到的表面硬度(1500HV)比等離子噴涂得到的表面硬度(800HV)高出約1倍。
進(jìn)入21世紀(jì)后,研究激光制備熱障涂層報(bào)道逐漸增多。J.H.Ouyang等[28]通過(guò)激光熔覆方法在16MnCr5基體上制備7%(wt)YSZ涂層,得到的組織主要由四方相和一些立方相組成,涂層底部為平面晶,中間為粗糙柱狀晶,最頂部為精細(xì)等軸晶。
激光重熔ZrO2層可獲得理想的單一柱狀晶結(jié)構(gòu)。掃描電鏡觀察發(fā)現(xiàn),激光重熔ZrO2層得到的柱狀晶組織與EB-PVD工藝得到的特征基本相同。熱導(dǎo)率大約相當(dāng)于鎳基合金基體的1/30,涂層隔熱效果十分明顯,也減少了由于基體與熱障涂層熱膨脹系數(shù)不同所產(chǎn)生的熱應(yīng)力,這種方法在一定程度上為替代設(shè)備要求極高的EB-PVD工藝提供了可能。
熱障涂層工作承受高溫的同時(shí),還受到高速氣流中粉塵、砂粒等固體顆粒的沖蝕。對(duì)比等離子噴涂和激光重熔7%(wt)YSZ熱障涂層的微觀結(jié)構(gòu)及其抗沖蝕性能時(shí)發(fā)現(xiàn),激光重熔得到的柱狀晶結(jié)構(gòu)比等離子噴涂陶瓷層的層狀堆積結(jié)構(gòu)有更好的抗沖蝕性能。等離子噴涂層的沖蝕磨損機(jī)制以片層狀脫落為主,伴有一定程度的脆性陶瓷顆粒破碎,而激光重熔試樣以近表面的裂紋萌生擴(kuò)展最終導(dǎo)致重熔層晶粒破碎,剝離為主。
激光熔覆方法也可用于粘結(jié)層的制備。M.J.Tobar等[31]在不銹鋼基體上通過(guò)激光熔覆得到致密的MCrAlY涂層。1100℃下進(jìn)行200h高溫氧化試驗(yàn)結(jié)果表明,激光熔覆NiCoCrAlY涂層氧化增重量為無(wú)涂層基體1/50,抗氧化效果明顯,除了等離子噴涂和超音速火焰噴涂外,激光熔覆為制備MCrAlY涂層提供另一種選擇。
Sheng feng Zhou等利用激光感應(yīng)熔覆法制備N(xiāo)iCrAlY金屬粘結(jié)層,并探討了粉末研磨時(shí)間對(duì)涂層性能的影響。延長(zhǎng)粉末研磨時(shí)間使涂層經(jīng)歷了從等軸晶向柱狀晶的轉(zhuǎn)變,并且成分變得更加均勻,除此之外,激光感應(yīng)熔覆涂層中α-Al2O3、Cr2O3和NiCr2O4含量減少,NiCrAlY涂層的抗氧化性能增強(qiáng)。
激光熔覆方法適合通過(guò)工藝參數(shù)調(diào)控制備各種復(fù)合涂層,以降低界面應(yīng)力強(qiáng)度,使其具有更優(yōu)的性能。
用激光熔覆方法制備雙層非梯度、三層梯度和五層梯度的8%(wt)YSZ熱障涂層,對(duì)比分析發(fā)現(xiàn),多層梯度涂層沒(méi)有大量的縱向和橫向裂紋,且陶瓷層與相鄰?fù)繉又g沒(méi)有斷層現(xiàn)象,陶瓷層結(jié)合更為致密。五層梯度熱障涂層的隔熱和抗熱震性能最好,三層梯度熱障涂層和五層梯度熱障涂層比非梯度雙層熱障涂層的隔熱性能分別提高了3倍和7倍。
通過(guò)激光近凈成形(LENS)方法成功地在316L不銹鋼基體上制備出YSZ熱障功能梯度涂層,這是一種不完全意義的激光增材制造技術(shù)。激光沉積過(guò)程中,熔池的冷卻通過(guò)基體和周?chē)諝膺M(jìn)行,基體方向散熱快導(dǎo)致晶粒生長(zhǎng)方向與冷卻方向相反,形成垂直于基體的柱狀晶。對(duì)涂層的微觀結(jié)構(gòu)分析發(fā)現(xiàn),涂層中存在一些分割的裂紋,這些裂紋能一定程度上增強(qiáng)熱障涂層的韌性,減少由于基體和涂層熱膨脹系數(shù)不一致而產(chǎn)生的熱應(yīng)力。
激光制備熱障涂層有著十分良好的發(fā)展前景,但也存在一些不足。激光成形過(guò)程中工藝參數(shù)對(duì)涂層質(zhì)量產(chǎn)生決定性影響,激光快速加熱和基體的快速冷卻產(chǎn)生的殘余應(yīng)力、熔化過(guò)程中產(chǎn)生的氣體、熔覆層和基材之間的變形和熔池控制等等,都需要更加深入研究。
5、結(jié)束語(yǔ)
本文在闡述熱障涂層發(fā)展歷程和失效機(jī)制的基礎(chǔ)上,對(duì)有著巨大應(yīng)用前景的自修復(fù)熱障涂層和激光制備熱障涂層技術(shù)進(jìn)行了分析??梢灶A(yù)見(jiàn),裂紋自修復(fù)的熱障涂層和激光制備方法在未來(lái)熱障涂層技術(shù)研究中,將占據(jù)一席之地。對(duì)其今后的研究重點(diǎn)有以下幾點(diǎn)展望:
研發(fā)具有良好自修復(fù)功能的熱障涂層,進(jìn)一步豐富自修復(fù)熱障涂層的內(nèi)涵與功能,使之走向工程應(yīng)用。開(kāi)發(fā)功能更加完善的裂紋自修復(fù)熱障涂層;多種自修復(fù)技術(shù)相結(jié)合,發(fā)揮協(xié)同修復(fù)作用;系統(tǒng)研究熱障涂層裂紋自修復(fù)機(jī)理,明確自修復(fù)過(guò)程與熱障涂層體系、熱氧化過(guò)程以及機(jī)械強(qiáng)度的交互作用關(guān)系,為裂紋自修復(fù)熱障涂層逐步進(jìn)入實(shí)用奠定基礎(chǔ)。
發(fā)展熱障涂層激光制備技術(shù),提升熱障涂層制備技術(shù)水平。充分利用激光熔覆工藝的特點(diǎn),在熱障涂層組織與成分調(diào)控、多層/梯度結(jié)構(gòu)制備、涂層控制精度等方面充分發(fā)揮優(yōu)勢(shì);與增材制造技術(shù)結(jié)合,實(shí)現(xiàn)熱障涂層近凈加工;與自修復(fù)技術(shù)相結(jié)合,采用激光方法制備自修復(fù)熱障涂層,得到具有柱狀晶結(jié)構(gòu)、同時(shí)還具備抑制氧化和阻止裂紋擴(kuò)展功能的熱障涂層,融合兩種先進(jìn)技術(shù)的優(yōu)勢(shì),提升熱障涂層制備效率和環(huán)境適應(yīng)能力,延長(zhǎng)服役壽命。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們