




連接導(dǎo)電部件以實(shí)現(xiàn)電氣接觸是最老、最普遍的連接應(yīng)用之一。由于幾乎每個(gè)工業(yè)中都要用到連接技術(shù),因此,對(duì)成本、連接性能和體積的要求推動(dòng)了相關(guān)技術(shù)的發(fā)展。部件微型化的趨勢(shì)仍在繼續(xù),連接器的排線厚度和導(dǎo)線直徑降至0.004英寸,由于連接阻力高、連接可靠性以及使用壽命問(wèn)題,壓接、熔接和銅焊接技術(shù)等傳統(tǒng)工藝變得不太可行了。相比之下,可以提供卓越的連接完整性、使用壽命和導(dǎo)電性能的焊接方式成為要求的標(biāo)準(zhǔn)。在連接兩種材料的情況下,如果其中至少有一種材料的厚度小于0.02英寸,那么需要“微焊接”技術(shù)。

銅是一種典型的可選材料,可通過(guò)微焊接以連接導(dǎo)電部件,因?yàn)樗邆溆行鲗?dǎo)電能和傳輸信號(hào)的卓越能力。然而,銅作為一種導(dǎo)體的優(yōu)良選擇,具有極高的熱傳導(dǎo)性能,會(huì)快速地將熱量從焊接接頭處擴(kuò)散,使其很難維持熱平衡并進(jìn)行可靠的焊接。由于業(yè)界內(nèi)的趨勢(shì)是提高生產(chǎn)速度、降低部件尺寸以及焊接異種材料和異種導(dǎo)體橫截面積,這使銅快速傳導(dǎo)熱量的特點(diǎn)成為微焊接中的難題。如何控制這些小型和高導(dǎo)電性部件的熱平衡,同時(shí)確保不會(huì)過(guò)熱或者加熱不足?解決這一問(wèn)題的一種方式是使用532納米(nm)或綠光波長(zhǎng)。
傳統(tǒng)微焊接技術(shù)的優(yōu)缺點(diǎn)
微焊接可通過(guò)幾種方式完成:超聲波焊接、電阻焊和激光焊接。每種焊接都有其優(yōu)缺點(diǎn),每種焊接均能在某種不同程度上滿足微焊接的要求。
● 超聲波焊接:非常適合板材類焊接,但會(huì)使生產(chǎn)速度降低。
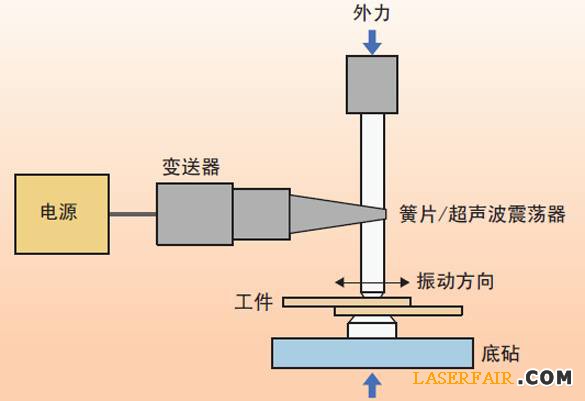
超聲波焊接(圖1)利用振動(dòng)能量在連接界面上進(jìn)行焊接。由接觸頂部部件的超聲波發(fā)生器或焊頭提供傳遞到界面的振動(dòng)能量。焊頭以每秒成百上千次的頻率振動(dòng),運(yùn)動(dòng)振幅位于0.0005至0.004英寸之間。部件的下側(cè)有“底砧”支持,底砧可以是靜態(tài)的,也可以是振動(dòng)的。
圖1、超聲波焊接裝置的示意圖。
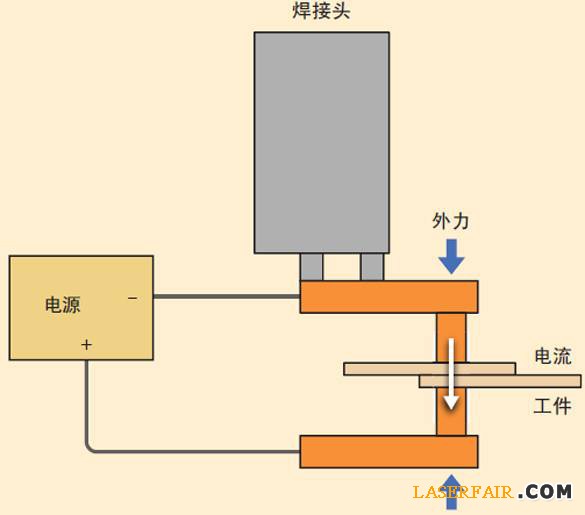
圖2、電阻焊裝置的示意圖。
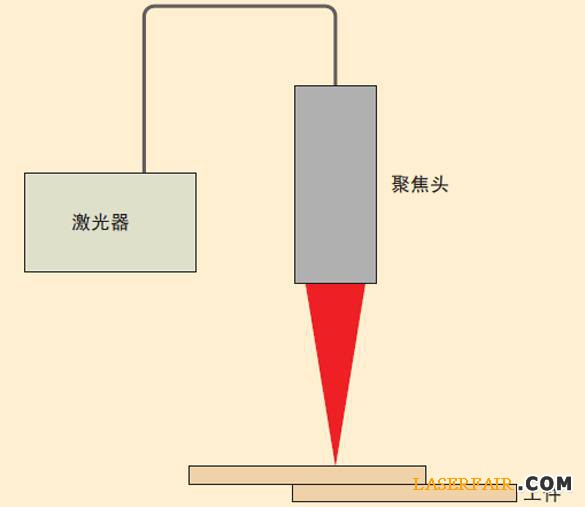
圖3、激光焊接裝置的示意圖
施加力量下的振動(dòng)作用在焊接界面上造成不均勻表面的塑性變形,從而導(dǎo)致形成高度密切的接觸和金屬原子擴(kuò)散。由擴(kuò)散形成連接,連接處沒(méi)有熔化。部件產(chǎn)生一些變形或變薄,但是可以正??刂?。通過(guò)焊頭的摩擦來(lái)維持焊頭與部件之間的接觸,通過(guò)焊頭上的壓花紋加強(qiáng)摩擦。
超聲波焊接特別適合于導(dǎo)電部件的薄板焊接,其中包括鋁和銅。超聲波工藝在微焊接中存在一些缺點(diǎn)。由于需要將力量傳輸?shù)讲考?,因此,連接的兩側(cè)要求產(chǎn)生機(jī)械接觸。另外,焊頭是一種要求檢驗(yàn)和更換的損耗品。連接的幾何形狀在一定程度上僅限制于搭接焊接。最后,受焊頭驅(qū)動(dòng)影響,焊接周期速度會(huì)降低生產(chǎn)速度。
● 電阻焊接:工藝靈活,但是不適合于機(jī)械精密部件。
當(dāng)電流通過(guò)部件時(shí),電阻焊(圖2)使用焊接界面的高電阻產(chǎn)生熱量。電流產(chǎn)生于工件的相同側(cè)或相反側(cè)接觸部件的電極,形成回路。在部件上施加一些力量,以確保電氣接觸。
采用電阻焊方式焊接導(dǎo)電部件時(shí),電極具有電阻,因此執(zhí)行兩種功能:加熱和將熱量傳導(dǎo)到部件,并傳導(dǎo)充足的電流,以在連接界面產(chǎn)生一些熱量。
電阻焊適用于各種廣泛的連接應(yīng)用和材料,性能優(yōu)良。但是,由于電阻焊的工藝依賴于機(jī)械接觸以及需要在兩個(gè)電極之間形成電氣回路,因此并不能在所有情況下操作,特別是對(duì)于部件為機(jī)械精密部件的情況。另外,最小電極的直徑約為0.04英寸,會(huì)限制連接的接近操作。
● 激光焊接:非接觸式工藝,快速和精確,但是必須處理材料反射問(wèn)題。
激光焊接(圖3)是一種非接觸式工藝,只要求單側(cè)接近操作。在極小的連接區(qū)域內(nèi),這種技術(shù)十分有用。它可以用于焊接不同形狀的部件、不同的連接幾何形狀以及異種材料。它不使用需要維護(hù)或更換的損耗品,焊接周期只有幾毫秒。表面上看,激光焊接似乎是微焊接銅的一種卓越解決方案——但是也存在著問(wèn)題。Nd:YAG激光器用于大多數(shù)微焊接應(yīng)用,波長(zhǎng)為1064納米,超過(guò)銅反射的90%。
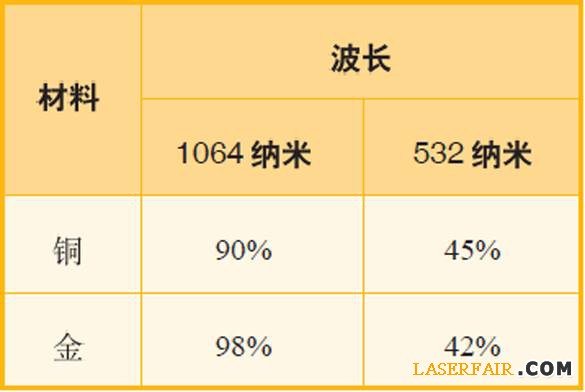
表1、波長(zhǎng)為1064納米和532納米的激光應(yīng)用于銅與金時(shí),其反射率對(duì)比。
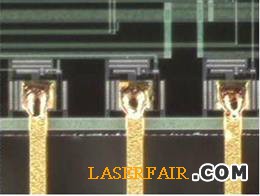
圖4、使用1064納米和532納米脈沖Nd:YAG激光器在銅棒上產(chǎn)生的典型點(diǎn)焊。
用極高的功率以克服反射問(wèn)題,并確保將充足的光傳輸?shù)姐~。但是,當(dāng)激光能量傳輸?shù)姐~上,并提升其溫度時(shí),則反射率降低。由于激光功率的吸收出現(xiàn)時(shí)間范圍小于十億分之一秒,因此能量吸收的變化非??焖?。最初所需的高功率遠(yuǎn)遠(yuǎn)超過(guò)焊接所需功率。因此,材料快速過(guò)熱和蒸發(fā),留下了大量的小孔或孔洞。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們