




近年來,我國(guó)高鐵、核電、船舶、石油化工及航天航空等領(lǐng)域的高速發(fā)展,對(duì)激光切割加工裝備和工藝技術(shù)提出了更高的需求,總的趨勢(shì)是向功率更高、速度更快、幅面更大、切割更厚、斷面更亮、更平直的方向發(fā)展。當(dāng)下激光產(chǎn)業(yè)的發(fā)展越來越有活力,光纖激光器的功率技術(shù)和與之相適應(yīng)的光學(xué)元器件技術(shù)不斷取得突破,勢(shì)必推動(dòng)激光切割機(jī)的裝機(jī)功率不斷攀升。
在高功率激光加工領(lǐng)域耕耘近30年的領(lǐng)創(chuàng)公司,在不斷積累裝備制造和加工工藝經(jīng)驗(yàn)的基礎(chǔ)上,成功攻克若干關(guān)鍵技術(shù)難題,在國(guó)內(nèi)率先推出10kW和12kW“愛可寶”系列激光切割機(jī),批量投放國(guó)內(nèi)外市場(chǎng)后,引起行業(yè)同仁廣泛關(guān)注,筆者特在此深度解析該系列萬瓦級(jí)激光裝備所突破的關(guān)鍵技術(shù),分享給大家以供參考。
可靠穩(wěn)定的光源技術(shù)
激光裝備功率要突破萬瓦級(jí),首先需實(shí)現(xiàn)可靠穩(wěn)定的光源技術(shù)。在激光切割領(lǐng)域,目前主流激光光源的制造商是美國(guó)IPG和德國(guó)通快,可將12kW的激光功率耦合進(jìn)100μm的光纖內(nèi),其核心技術(shù)是耦合技術(shù)、封裝技術(shù)、熱應(yīng)力管理、散熱管理、光譜控制及光斑控制,IPG光源模塊目前有500W、700W、1000W和1500W,近期將推出2000瓦/模塊,通過增加單一模塊的冗余量實(shí)現(xiàn)長(zhǎng)期穩(wěn)定的功率輸出;通快碟片激光器則通過功率閉環(huán)控制,其每個(gè)模塊只有1000W一種。不管何種光源,其用于切割工藝方面的光束質(zhì)量BPP值一般不能大于8mm•mrad,電光轉(zhuǎn)換效率不小于30%。
光束傳導(dǎo)技術(shù)
解決光束傳導(dǎo)技術(shù)難題對(duì)實(shí)現(xiàn)萬瓦級(jí)激光裝備也極其重要。由于受到光學(xué)加工能力限制,很難加工出整形效果好、衍射極限高的光學(xué)元器件,一定程度上制約了大功率激光傳輸技術(shù)的發(fā)展,如何提升光學(xué)端面拋光技術(shù)、提高衍射效率高的光學(xué)器件制備能力是未來超高功率激光發(fā)展和應(yīng)用的挑戰(zhàn)。萬瓦級(jí)功率激光從100μm的光纖芯徑內(nèi)射出,其功率密度之大可想而知,一般而言,激光傳導(dǎo)經(jīng)過的路徑由光纖端面鏡、QBH或QD接口、準(zhǔn)直擴(kuò)束鏡組、變焦系統(tǒng)、聚焦鏡和下保護(hù)鏡等組成,鑒于超高的功率密度,對(duì)所有上述路徑上的光學(xué)鏡片提出嚴(yán)苛的潔凈度和溫升要求,整個(gè)光路必須嚴(yán)格密閉,不得與外界有介質(zhì)交換,而且須在潔凈空間內(nèi)安裝和清潔光學(xué)器件,另外各環(huán)節(jié)冷卻回路的壓力、流量、水流進(jìn)出順序及水溫同樣重要,確保切割加工過程中溫度保持相對(duì)恒定。
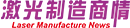
通常來說,激光切割必須先有起刀孔,尤其是切割厚板材料時(shí),穿孔質(zhì)量十分重要,優(yōu)良的穿孔是保證光束和氣流穩(wěn)定的基礎(chǔ),對(duì)萬瓦級(jí)激光切割而言,變焦穿孔技術(shù)是通過伺服電機(jī)控制擴(kuò)束鏡組與聚焦鏡的相對(duì)距離,實(shí)現(xiàn)聚焦光斑正負(fù)離焦量的變化,切割不銹鋼、鋁及鋁合金、黃銅及紫銅需要負(fù)離焦,厚度越大,負(fù)離焦越深(圖1)。采用伺服控制“雙凸—雙凹—雙凸”ZOOM鏡組,實(shí)現(xiàn)分級(jí)或無級(jí)調(diào)焦(圖2),高速動(dòng)態(tài)變焦穿孔,實(shí)現(xiàn)割縫斷面無斜度切割。采用光束整形技術(shù)、模式自動(dòng)變換控制技術(shù)、能量密度微積分技術(shù),實(shí)現(xiàn)大厚度不銹鋼及高反射材料的“亮面切割”。
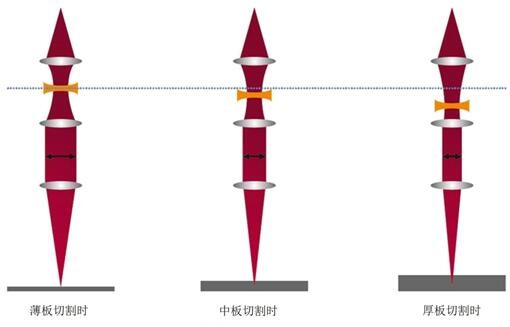
圖1 切割厚板光腰變長(zhǎng)
高動(dòng)態(tài)設(shè)計(jì)與伺服驅(qū)動(dòng)
高動(dòng)態(tài)機(jī)床的設(shè)計(jì)和最新控制軟件的開發(fā)與應(yīng)用。研制高剛性、高強(qiáng)度、輕質(zhì)移動(dòng)功能部件,經(jīng)有限元FEM算法,采用三角形桁架穩(wěn)定結(jié)構(gòu),超高壓拉制航空用鋁合金材料,高速移動(dòng)橫梁的靜態(tài)和動(dòng)態(tài)的應(yīng)力、應(yīng)變有大幅提升,輔以高響應(yīng)、高精度一體化雙邊同步伺服驅(qū)動(dòng)配置(圖3),整體傳動(dòng)鏈的動(dòng)態(tài)加速度高達(dá)3g。
智能切割控制系統(tǒng)(ICS)
智能切割控制系統(tǒng)(ICS)可對(duì)切割狀態(tài)監(jiān)視器反饋的數(shù)據(jù)進(jìn)行實(shí)時(shí)分析,并依此適時(shí)調(diào)整切割工藝參數(shù),控制切割輔助氣體組分,以及改變焦點(diǎn)位置,保證加工質(zhì)量,提升加工效率。當(dāng)出現(xiàn)切割失敗時(shí)能及時(shí)終止加工,減少甚至杜絕不良品的產(chǎn)生。
圖2 無級(jí)變焦原理

圖3 一體化雙邊同步
智能化焦點(diǎn)搜索功能
由于材質(zhì)及尺寸等因素的誤差使得光學(xué)鏡片(包括光源窗口鏡、準(zhǔn)直擴(kuò)束鏡、反射鏡和聚焦鏡等)在加工過程中存在微小的差異,這些誤差會(huì)引起相同規(guī)格的不同鏡片焦點(diǎn)位置有一定細(xì)微差別,同時(shí)在激光切割機(jī)光導(dǎo)系統(tǒng)安裝時(shí),各種調(diào)整環(huán)節(jié)和光路氣體的種類和潔凈度也會(huì)導(dǎo)致焦點(diǎn)的漂移,而使用智能切割控制系統(tǒng)可以自動(dòng)化的快速搜索及確定焦點(diǎn)位置,比以往手動(dòng)調(diào)整方式在效率和精度兩方面都有極大的提高。準(zhǔn)確的焦點(diǎn)位置,是實(shí)現(xiàn)高質(zhì)量、高效率切割的關(guān)鍵要素之一。
高速穿孔功能
智能切割控制系統(tǒng)具備高速穿孔功能,可節(jié)省能量,提高穿孔效率。穿孔是激光切割進(jìn)行前必須準(zhǔn)備的工作。對(duì)于傳統(tǒng)的定時(shí)穿孔工藝,在效率和安全性上有一定矛盾,要保證穿孔快速且可靠地完成,通常會(huì)在穿孔時(shí)間上留有一定余量,但為了防止穿孔過程中熔池發(fā)生爆孔進(jìn)而污染鏡片,又會(huì)限制穿孔功率,從而影響穿孔效率。而智能切割控制系統(tǒng),由于可以在線監(jiān)測(cè)并控制穿孔狀態(tài),在發(fā)生熔池爆孔前可以提前預(yù)測(cè)并控制各種工藝參數(shù),最終可使激光器在滿功率狀態(tài)下高速度、高質(zhì)量地完成穿孔,并且能夠自動(dòng)判斷穿孔過程的結(jié)束,穿孔結(jié)束后立即執(zhí)行后續(xù)切割,可大大縮短加工時(shí)間,保證加工質(zhì)量,同時(shí)也可極大地減少由于多余的穿孔能量而對(duì)床身產(chǎn)生燒蝕和熱變形等影響。
切割狀態(tài)監(jiān)測(cè)功能
智能切割控制系統(tǒng)具備切割狀態(tài)監(jiān)測(cè)功能(圖4),能夠杜絕不良品的產(chǎn)生。在切割較厚金屬材料時(shí),容易發(fā)生燒損或等離子云等不良切割現(xiàn)象,該功能可以通過檢測(cè)實(shí)際切口金屬輻射光、焦點(diǎn)亮度、等離子體的聚集情況等信息進(jìn)行實(shí)時(shí)采樣分析,在即將產(chǎn)生不良切割或等離子云之前,自動(dòng)調(diào)整切割工藝參數(shù),實(shí)現(xiàn)自動(dòng)減速然后再加速,或自動(dòng)后退再執(zhí)行程序,從而避免材料損失;在發(fā)生切割不良甚至失敗前,能夠提前終止加工,并可以生成大量的監(jiān)測(cè)數(shù)據(jù)為工藝參數(shù)改進(jìn)提供依據(jù)。

圖4 利用傳感器技術(shù)在線檢測(cè)切割過程質(zhì)量
切割區(qū)域防熱源滲透技術(shù)
切割過程中,萬瓦級(jí)功率激光經(jīng)聚焦其能量密度可以達(dá)50kW/mm2,除作用在被加工板材上以外,大量的能量穿過割縫透射到機(jī)床的床體上,以熱量的形式被諸如床體機(jī)架、支撐劍柵、廢料收集漏斗、廢料小車等吸收,必將導(dǎo)致上述零部件的燒蝕、變形,甚至引起床體結(jié)構(gòu)件的精度變化,因此隔熱防燒措施尤顯突出。提高切割板材支撐箱體的強(qiáng)度和剛性,增加劍柵寬度和厚度以及采用耐切割材質(zhì)如紫銅等,增加床體隔熱板厚度并開設(shè)吸收熱應(yīng)力和熱變形的槽縫,隔熱板選用一定厚度的銅材或石墨材料等??傊?,萬瓦級(jí)光源制備技術(shù)的成功推出,對(duì)熱吸收、熱傳導(dǎo)、熱穿透技術(shù)的研究不可忽視。
超高速、穩(wěn)態(tài)氣流噴嘴技術(shù)
影響激光切割質(zhì)量的因素很多,本文不再贅述。在諸多因素中,噴嘴的結(jié)構(gòu)形式、輔助氣體的種類、壓力、流量對(duì)于切割質(zhì)量具有極其重要的影響,尤其是萬瓦級(jí)激光切割工藝對(duì)噴嘴結(jié)構(gòu)及相關(guān)參量提出更高的要求。目前切割噴嘴主要有單孔式和復(fù)合式兩種,出光孔和噴氣孔以圓柱形和錐形為主,加工簡(jiǎn)單,制作成本低,但此種結(jié)構(gòu)空氣動(dòng)力學(xué)性能較差,氣體動(dòng)能不佳,氣體損耗偏大,基本滿足6kW以內(nèi)功率的切割加工。當(dāng)應(yīng)用萬瓦級(jí)激光切割50mm厚不銹鋼時(shí),測(cè)試結(jié)果證明拉法爾噴嘴是高壓厚板快速切割工藝最佳的結(jié)構(gòu)形式,其超高速、高壓穩(wěn)態(tài)氣流,作用在切縫入口和切口內(nèi)部,形成穩(wěn)定和高質(zhì)量的切割。拉法爾噴嘴結(jié)構(gòu)復(fù)雜,加工困難,制作成本高,而噴嘴屬于消耗件,我們研制了一種既經(jīng)濟(jì)又無限逼近拉法爾結(jié)構(gòu)的噴嘴,經(jīng)批量切割驗(yàn)證,滿足用戶需求。根據(jù)切割厚度和材質(zhì)的不同,選擇不同的噴嘴孔徑,萬瓦級(jí)激光裝備切割50mm厚不銹鋼(圖5),采用孔徑為5~7mm的自制噴嘴,穩(wěn)定、高質(zhì)量切割速度超過0.1m/min。

圖五:不銹鋼切割樣件
作者簡(jiǎn)介 宋維建,副總經(jīng)理,高級(jí)工程師,主要從事鈑金加工裝備及大功率激光設(shè)備的技術(shù)研發(fā)、制造工作,擔(dān)任江蘇省重大科技成果轉(zhuǎn)化項(xiàng)目“超大幅面多功能高速智能數(shù)控激光切割機(jī)專項(xiàng)基金”項(xiàng)目總負(fù)責(zé)人,“大臺(tái)面數(shù)控激光切割機(jī)關(guān)鍵技術(shù)研究與系列產(chǎn)品開發(fā)”獲上海市科技進(jìn)步二等獎(jiǎng),“激光高速切割關(guān)鍵技術(shù)與產(chǎn)業(yè)化”獲上海市科技進(jìn)步三等獎(jiǎng)。擁有20多項(xiàng)專利技術(shù)。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們