




目前競(jìng)爭(zhēng)激烈的汽車(chē)市場(chǎng)中有著對(duì)速度的急切需求。而從消費(fèi)者方面來(lái)說(shuō),他們更為關(guān)心的是馬力。然而,在制造業(yè)中,速度就是生產(chǎn)量和生產(chǎn)率的全部。美國(guó)汽車(chē)制造商們由于眾多的原因,包括了車(chē)身設(shè)計(jì),認(rèn)知品質(zhì)還有擁有成本等,正在逐步失去其市場(chǎng)份額。
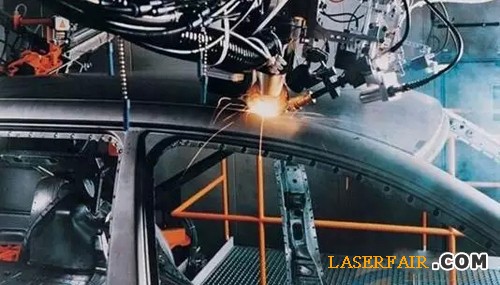
雖然關(guān)于車(chē)身設(shè)計(jì)的討論并不在本文的考慮范圍內(nèi),然而,提高質(zhì)量和生產(chǎn)率的策略卻是討論的重點(diǎn)。這兩者都能通過(guò)混合加工技術(shù)來(lái)實(shí)現(xiàn),這項(xiàng)技術(shù)將激光焊接與傳統(tǒng)金屬極氣體電弧焊(GMAW)結(jié)合起來(lái)進(jìn)行焊接。

激光參數(shù),比如波長(zhǎng),光束質(zhì)量,光斑大小,功率密度,焦深,以及光束定位等等,對(duì)于成功進(jìn)行焊接都是十分關(guān)鍵的。其他參數(shù)還包括對(duì)GMAW能量源的常規(guī)補(bǔ)充和脈沖傳遞,GMAW金屬絲的定位,接觸的角度,以及金屬線(xiàn)的化學(xué)性質(zhì)。此外,基底材料氧化物表面情況,對(duì)接處的設(shè)計(jì),焊縫寬度以及保護(hù)氣體類(lèi)型和流量也給混合焊接工藝的質(zhì)量和性能帶來(lái)了影響。
下面將詳細(xì)的介紹氣體的選擇對(duì)許多方面的影響,這些方面包括了激光光束相互作用,防護(hù)效率,焊珠性能,以及用來(lái)傳輸標(biāo)準(zhǔn)的氣體混合物和流量的設(shè)備。
混合的激光加工技術(shù)將一個(gè)二級(jí)能源合并到焊接池區(qū)域。混合加工技術(shù)使得激光焊接的優(yōu)勢(shì)得到具體化,這些優(yōu)勢(shì)包括了焊接速度得到提高,熱影響區(qū)域受到限制,焊接的接縫變窄同時(shí)具有精良的焊道外形。GMAW作為二次能源,它提高了總體的加工能量效率,降低了裝備成本的同時(shí)還提高了焊接縫隙的能力,此外,它降低了冷卻速率,同時(shí)改善了鋁的能量耦合效率。
其次,盡管設(shè)備更加復(fù)雜,但是通過(guò)減小進(jìn)行焊接所需要的諧振腔的尺寸,GMAW的供能成本就降低了,從而降低了整個(gè)機(jī)器的成本。根據(jù)所要的結(jié)果可以決定GMAW焊絲進(jìn)給位置在激光光束之前或之后。利用拖尾式的GMAW焊絲進(jìn)給方式可以實(shí)現(xiàn)較高的焊接速度。GMAW焊絲被送入激光產(chǎn)生的熔融焊池中,這樣熔融焊絲所需要加入的二次能量就降低了。
此外,當(dāng)填充焊絲到達(dá)尾部時(shí),GMAW的電弧產(chǎn)生等離子體,蒸發(fā)了基底材料,從而在焊接池的前邊緣處產(chǎn)生了凹陷。在熔融的焊接池內(nèi)的此凹陷降低了激光光束必須穿透的總深度,從而改善了穿透性能。已有資料很好的證明了,從匙孔或者焊接區(qū)域排出的蒸汽粒子會(huì)導(dǎo)致激光光束的衰減(散射和吸收),從而降低與基底材料耦合的光束能量。1激光光束的散射和吸收降低了焊接的速度和深度。2膠層決定了粒子越大,衰減效應(yīng)就越嚴(yán)重。
氦保護(hù)氣體帶來(lái)最小的平均蒸汽粒子大小。這說(shuō)明了對(duì)CO2或YAG激光焊接來(lái)說(shuō),純氦是控制粒子大小的最佳選擇。我們必須承認(rèn),氦氣與氬氣相比,確實(shí)有比較高的電離率和較低的等離子體形成電壓,但是它的分子重量較小。因此,氦保護(hù)氣需要較大的流速,以保證有效的將激光光束路徑上的金屬蒸汽排出。由于氦氣的單位成本高于氬氣,因此,這就增加了焊接過(guò)程中平均每英尺成本。

為了優(yōu)化保護(hù)氣體以實(shí)現(xiàn)抑制等離子體,排出蒸汽粒子以及降低單位成本,我們考慮使用高達(dá)40-50%的氬氣混合氣體。比重越高,混合氣體所需要用來(lái)排出蒸汽粒子的流速就越小?;旌蠚怏w還在焊接池固化過(guò)程中提供了更長(zhǎng)時(shí)間的惰性氣氛,從而使焊接速度更大。它還降低了捕獲氣體的量,從而減輕了由于多孔性而帶來(lái)的報(bào)廢率。其次,固化率的降低促進(jìn)了晶粒的生長(zhǎng)和內(nèi)部應(yīng)力的減輕,這就增加了疲勞強(qiáng)度。由于縱橫比(焊縫深度/寬度)較高和隨后的應(yīng)力所產(chǎn)生的焊接裂縫都幾乎被清除了,這是因?yàn)镚MAW填充金屬的加入導(dǎo)致了焊接面寬度增加。
在混合氣體中,適當(dāng)?shù)奶砑由倭康亩趸己?或氧氣,或?qū)⑺鼈冏鳛镚MAW過(guò)程的二次保護(hù)氣體,能夠進(jìn)一步的提高焊珠的性能。氦-氬混合氣體易于產(chǎn)生更高的電弧電壓,相應(yīng)的得到的焊珠外形更寬,電弧穩(wěn)定性也更高。
因此,可以加入3-10%的二氧化碳來(lái)穩(wěn)定傳遞和收縮電弧。在一些情況下,可以加入1-5%的氧氣來(lái)實(shí)現(xiàn)優(yōu)質(zhì)的電弧穩(wěn)定性,同時(shí)在焊接邊緣實(shí)現(xiàn)更好的連接(浸濕)。與二氧化碳混合氣體相比,氧氣由于電離率較低,熱導(dǎo)率性能較高,易于提供寬而淺的穿透分布。
針對(duì)所需質(zhì)量和生產(chǎn)率標(biāo)準(zhǔn)的混合氣體被最終確定以后,還需要考慮如何把它們經(jīng)濟(jì)的運(yùn)送到使用地點(diǎn)。用戶(hù)可以通過(guò)在生產(chǎn)現(xiàn)場(chǎng)混合這些保護(hù)氣體,利用低成本的液態(tài)氬供應(yīng)方式。為什么不用支付預(yù)混高壓氦氣筒的價(jià)格來(lái)支付氬氣,二氧化碳或者氧氣呢?
氬氣可以通過(guò)液態(tài)氬瓶來(lái)經(jīng)濟(jì)的運(yùn)送,滿(mǎn)足高達(dá)35,000立方英尺的月消耗,該數(shù)量相當(dāng)于每月的混合氣體用量為87,500立方英尺。氬氣的月消耗量更大的話(huà)可以使用批量供給來(lái)實(shí)現(xiàn)成本水平的優(yōu)化。分析中還需要考慮到填充損耗,每月設(shè)備費(fèi),成批供給的合同限制,以及運(yùn)費(fèi)等等因素。
另一方面,氦氣一般是通過(guò)高壓TubeTrailer或者鋼瓶組來(lái)供給的?,F(xiàn)場(chǎng)的混合需要一個(gè)混合系統(tǒng),它能夠準(zhǔn)確的調(diào)節(jié)從0-100%的微小成分??偟馁|(zhì)量系統(tǒng)可以通過(guò)在混合器的出口放置一個(gè)分析儀來(lái)實(shí)現(xiàn)監(jiān)控,一旦混合比超出誤差范圍,就會(huì)報(bào)警。已有軟件和報(bào)警系統(tǒng)可以將這種信息傳至桌面電腦,或者通過(guò)傳真或電子郵件送至更遠(yuǎn)的地方。
合理設(shè)計(jì)的混合激光氣體傳送系統(tǒng)使用戶(hù)能夠?qū)崿F(xiàn)更高的焊接速度,相應(yīng)的得到更高的生產(chǎn)率。關(guān)注保護(hù)氣體的參數(shù),如類(lèi)型,流量,與沖擊角度,將提高焊接質(zhì)量,降低光束吸收和散射效果。
不斷發(fā)展輔助焊接技術(shù),將一些方法如GMAW和激光技術(shù)相結(jié)合,使得用戶(hù)能夠發(fā)揮出兩項(xiàng)技術(shù)的優(yōu)勢(shì),并且從中受益。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們