




與機械加工和其他傳統(tǒng)金屬加工工藝相比,增材制造(AM)是一個新興領(lǐng)域。這個行業(yè)大多數(shù)專家都可以追溯到 1987 年,當(dāng)時 3D Systems 的Chuck Hull 推出了第一臺商用立體光刻機 SLA-1。此后,Stratasys 和 EOS 相繼投身該技術(shù)領(lǐng)域——Stratasys 聯(lián)合創(chuàng)始人 Scott Crump 和他的妻子 Lisa 開發(fā)了熔融沉積建模(FDM);EOS 創(chuàng)始人 Hans Langer 交付了 STEREOS400,這是 SLA-1 的直接競爭對手??焖俪尚托袠I(yè)就這樣誕生了。
但是,這些早期系統(tǒng)有一個問題:它們只能打印塑料。如果您需要金屬零件,則必須進行機加工,沖壓,成型或鑄造。當(dāng)然,EOS 在 1994 年確實開發(fā)了被許多人認(rèn)為是第一臺 3D 金屬打印機的產(chǎn)品——EOSINT M250,但該機器使用了金屬粉末(例如青銅和鎳)的混合物,其中一種提供了形成結(jié)合矩陣所需的低熔點。這種金屬 3D 打印技術(shù)被稱為直接金屬激光燒結(jié)(DMLS)。
不再只是燒結(jié)
直到 2004 年左右,第一個完全致密的金屬 3D 打印零件才問世。隨后,EOS 推出了 EOSINT M270,這是一種粉末床系統(tǒng),配備了 200W 的二極管泵浦光纖激光器,其功率足以實現(xiàn)熔化單個金屬顆粒。幸運的是,該公司無需更改其商標(biāo)名稱 DMLS 中的 S,現(xiàn)在代表固化或“schmelzen”(德語為“熔化”),盡管業(yè)內(nèi)大多數(shù)人仍將其稱為燒結(jié)。
從那時起,金屬 3D 打印確實發(fā)生了很大的變化。盡管在過去的三十年中,幾乎所有 3D 打印機都使用的“一次一層,從下而上的工作方法”并沒有改變,但 DMLS 及其表親電子束熔化(EBM)變得更加精確且功能強大,以至于這些機器制造的零件現(xiàn)在通常用于飛行器關(guān)鍵部件以及人體。同時,有幾種新的金屬增材制造技術(shù)橫空出世,其中包括金屬粘合劑噴射(BJ),采用金屬粉末或金屬絲原料的直接能量沉積(DED),以及 FDM,結(jié)合粉末擠出(BPE)。
這些發(fā)展帶來了金屬增材制造所需的知識基礎(chǔ),主要是圍繞高質(zhì)量金屬粉末加工的整個產(chǎn)業(yè)鏈?!霸?1994 年,沒人在制造粉末?!盓OS 北美應(yīng)用開發(fā)和研發(fā)經(jīng)理 AnkitSaharan 說,“我們被迫使用基本上是其他制造工藝中的廢料,并開發(fā)可實現(xiàn)目標(biāo)的混合物。到 2004 年,我們已經(jīng)擁有 9 種金屬,如今,幾乎所有的主要合金都可以使用,以及許多更新的,通常是專有的材料?!?/span>
除了全新的金屬粉末,EOS 和其他公司還努力改善其生產(chǎn)工藝。激光功率增加了 5 倍甚至更多,有些生產(chǎn)系統(tǒng)配備了雙甚至四激光。真空或惰性氣體(如氬氣)與密閉的生成腔室的結(jié)合使用,加速了零件打印。Recoater 技術(shù)、激光控制和在線計量系統(tǒng)的不斷發(fā)展使得金屬 3D 打印有望成為一種主流工藝,這種工藝能夠生產(chǎn)制造歷史上從未有過的零件。
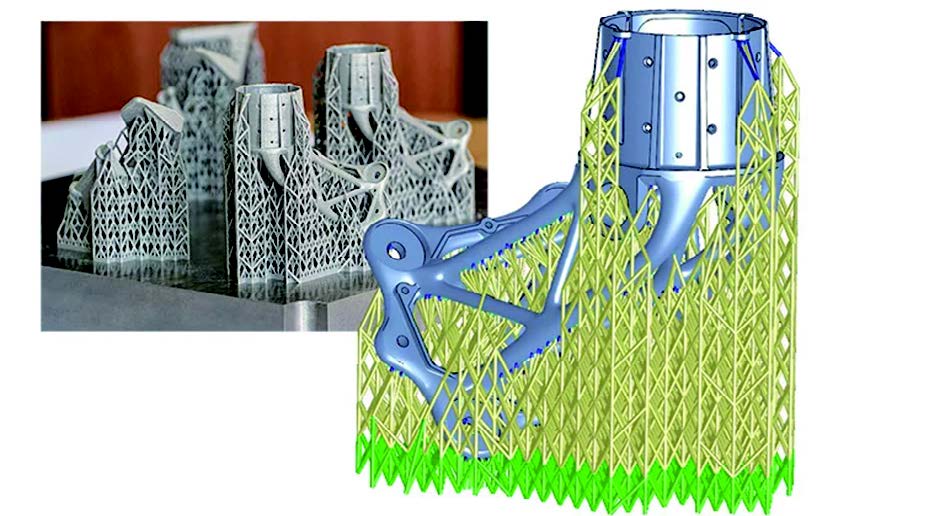
由于經(jīng)常面對的非常規(guī)的幾何形狀,3D 打印產(chǎn)品設(shè)計師不得不擱置使用數(shù)十年的可制造性(DFM)原理設(shè)計,轉(zhuǎn)而采用增材制造(DfAM)設(shè)計。在這里我們需要指出,設(shè)計、過程控制、監(jiān)視和模擬軟件,這些工具與高品質(zhì)粉末和原料同樣重要。
3D Systems Inc. 金屬業(yè)務(wù)部門產(chǎn)品管理副總裁 MarkCook 對這一說法表示贊同。他說,該公司的 3DXpert 將這些功能到一個參數(shù)包中,從而為 3D 打印操作員提供了一個基于 CAD 的平臺,涵蓋了從初始文件導(dǎo)入到后期處理的整個過程?!懊總€公司都有專用的機器軟件來進行構(gòu)建準(zhǔn)備和管理過程參數(shù),但是我們將 3DXpert 開發(fā)為整個金屬 3D 打印工作流程的單一解決方案?!?/span>
3D Systems 一直是聚合物基增材制造的先驅(qū),它在2001 年收購了發(fā)明家 Carl Deckard 的公司 DTM 后,在 SLS(選擇性激光燒結(jié))的發(fā)展中發(fā)揮了至關(guān)重要的作用。但是,直到 2013 年,它才進入金屬增材制造領(lǐng)域。那時,它將 DMP(直接金屬打印)添加到其產(chǎn)品組合中,與法國里奧的 Phenix Systems 合作并獲得了控股權(quán),一年后,又收購了總部位于比利時魯汶的 LayerWise。
從那時起,3D Systems 一直在通過引入無氧構(gòu)建環(huán)境來改進這兩種打印技術(shù)。在 Cook 看來,“通過將整個腔室置于真空中,我們可以消除粉末中的氧氣和氮氣,同時減少對其他污染物的吸收?!睂τ谏a(chǎn)飛機和醫(yī)療部件的客戶來說,這是一個關(guān)鍵特征,特別是那些對氧氣具有活性的鈦制部件?!拔覀儗⑦@種環(huán)境控制級別擴展到了可移動打印模塊。這不僅確保了一致的粉末質(zhì)量,從而確保了零件的一致性,還簡化了物料處理步驟并減少了機器停機時間。我們認(rèn)為這些屬性對于生產(chǎn)金屬增材制造至關(guān)重要。”

關(guān)注后處理
對于在打印后必須拆除的臨時支撐結(jié)構(gòu),有解決方案嗎? Zach Murphree 認(rèn)為我們已經(jīng)接近了。VELO3D Inc. 的技術(shù)合作副總裁介紹說,該公司的 Sapphire 打印機正在通過減少甚至在某些情況下取消這些支撐結(jié)構(gòu)來打破金屬增材制造規(guī)范。他說:“我們繼續(xù)推動 LPBF(激光粉末床熔合)工藝的有限極限,并且能夠成打印刷零度角(即水平面)零件,而不需要任何支撐結(jié)構(gòu)?!?/span>
Murphree 解釋說,無支撐打印具有多個優(yōu)點。后處理成本降低了——這通常占總單價的很大一部分。同時,也不需要進行與支撐結(jié)構(gòu)相關(guān)的重新設(shè)計,從而使零件從傳統(tǒng)制造過渡到增材制造的過程變得更加容易。最重要的是,設(shè)計人員可以通過無支撐的打印方式獲得更大的自由度,從而使一些以前無法制造的結(jié)構(gòu),例如內(nèi)部流體通道和熱交換器的制造成為可能。
盡管取得了這些成功,Murphree 仍認(rèn)為 3D 打印行業(yè)在完全成為主流之前還有一段路要走?!拔艺J(rèn)為 3D 打印的質(zhì)量保證方面仍不完善。缺乏有關(guān)零件質(zhì)量的最終數(shù)據(jù),這是所有最終用戶都面臨的普遍問題。因此,客戶往往對從增材制造系統(tǒng)中提取的零件缺乏信心,這是需要我們通過新的‘質(zhì)量保證和控制系統(tǒng)’解決的問題,該系統(tǒng)將機器校準(zhǔn)和計量學(xué)結(jié)合在一起,以提供全面的制造報告,從而讓終端用戶詳細(xì)了解構(gòu)建過程中發(fā)生的情況?!?/span>
“還有 3D 打印零件的成本,通常比用常規(guī)制造工藝生產(chǎn)的零件要高,因此,該技術(shù)的使用在一定程度上限制了高價值的航空航天和醫(yī)療零件的使用,”Murphree 繼續(xù)說道,“為降低成本,您將看到具有更大構(gòu)建平臺和多個激光器的系統(tǒng),以及大批量制造應(yīng)用所需的質(zhì)量改進。”

這款由 Inconel 718 打印的 3D 熱交換器展示了 VELO3D 在打印內(nèi)部冷卻通道和精細(xì)功能時的無支撐功能
一項新的技術(shù)
到目前為止,我們僅討論了金屬粉末床融合(PBF)打印機,該打印機使用激光或在某些情況下使用電子束將微小的金屬結(jié)合成完全致密的產(chǎn)品。但是,金屬 3D 打印板塊出現(xiàn)了一些新產(chǎn)品,這些系統(tǒng)有望使構(gòu)建速度比 PBF 打印機快 100 倍,而啟動成本卻低得多。而且,這些系統(tǒng)中的大多數(shù)是針對辦公或輕工業(yè)用途的,可直接放置在辦公桌旁邊,供產(chǎn)品設(shè)計師和工程師使用。
其中一種系統(tǒng)來自 Markforged 公司,該公司的材料主管 Joe Roy-Mayhew 介紹了該公司如何利用其在復(fù)合材料3D 打印方面的專業(yè)知識來進入金屬增材制造領(lǐng)域,他說:“我們在 2019 年 2 月推出了第一款金屬 3D 打印機 metalX,其初衷是采用安全且經(jīng)濟高效的生產(chǎn)方法使金屬 3D 打印大眾化?!?/span>
metal X 打印機使用粘合在塑料基質(zhì)中的金屬粉末作為原料(許多人稱為粘合粉末擠出 [BPE])。在最初的產(chǎn)品發(fā)布之時,該材料僅限于 17-4 PH 不銹鋼,盡管該公司此后已將其產(chǎn)品范圍擴展到包括 Inconel 625 和幾種等級的工具鋼。該系統(tǒng)通過以類似于 FDM 印刷的方式擠壓金屬原料來工作,但是留下了“綠色”部分,然后將其清洗以去除大部分粘合劑材料?!白厣钡牧慵灰频綗Y(jié)爐中,燒掉剩余的粘合劑,并將工件熔化成完全致密的金屬零件。
Markforged 將此過程稱為原子擴散增材制造(ADAM)。Roy-Mayhew 說:“使用激光燒結(jié)時,通常會有一個金屬粉末床,從該床出來的零件取決于金屬粉末的性能。金屬粉還具有處理方面的考慮,例如廢物和回收利用,以及支撐結(jié)構(gòu)和后處理要求。ADAM 則沒有任何這方面的顧慮。這是一個易于使用的系統(tǒng),可提供一致、可靠的零件,并且可以在幾乎任何地方部署?!?/span>

Markforged Print Farm 是一種經(jīng)濟、可擴展的解決方案,可滿足碳纖維和金屬 3D 打印需求
提高產(chǎn)量
PBF 的另一種替代方法是粘合劑噴射(BJ),或更具體地說是 HP metal Jet。HP Inc. 負(fù)責(zé)產(chǎn)品管理、戰(zhàn)略、業(yè)務(wù)開發(fā)和應(yīng)用工程的 Uday Yadati 解釋說,該系統(tǒng)的工作方式類似于傳統(tǒng)的紙張打印機,因為它使用廣域處理來構(gòu)建整個打印層。他表示:“HP metal Jet 可以將每秒最多 6.3 億納克大小的液體粘合劑滴到金屬粉末床上,這有助于快速而精確地逐層構(gòu)建零件。其結(jié)果是制造速度比市場上其他金屬增材制造技術(shù)快 50 倍,但粘合劑噴嘴的價格也更低,可靠性更高。”
與 Markforged 的 ADAM 工藝一樣,粘合劑噴射零件會經(jīng)歷各種輔助過程,包括脫皮以除去松散的粉末,然后在熔爐中燒結(jié)。還可能需要機加工以實現(xiàn)公差以及拋光以滿足表面光潔度的要求。HP metal Jet 目前僅限于行業(yè)標(biāo)準(zhǔn)的不銹鋼粉末,盡管該公司正在與材料合作伙伴合作以擴大其產(chǎn)品組合。但是,其產(chǎn)量受到限制,Yadati 表示,該技術(shù)的目標(biāo)是大批量生產(chǎn)生產(chǎn)級金屬零件,尤其是汽車和消費品領(lǐng)域中使用的零件。
“我們的技術(shù)為汽車制造商提供了巨大的機會,因為他們正轉(zhuǎn)向電動汽車(EV)而不是內(nèi)燃機。例如,大眾汽車通過 HP 和 GKN Powder metallurgy 生產(chǎn)的 10,000 多個高質(zhì)量零件來支持其有遠(yuǎn)見的 ID.3 電動汽車的發(fā)布,成功完成了其戰(zhàn)略路線圖的第一步。 未來,大眾汽車計劃將 metalJet 打印的結(jié)構(gòu)部件盡快集成到下一代車輛中,并不斷增加部件的尺寸和精度,其目標(biāo)是每年生產(chǎn)大約每年 50,000 至100,000 個足球大小尺寸的零部件。
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀













 關(guān)注我們
關(guān)注我們