




薄型碟片激光器和光纖激光器等高功率及高光束質量的固態(tài)激光器,如今已不斷促進了激光焊接在制造業(yè)中的普及。近來,得益于一種被稱為“多波長光束組合”的光束組合方法,千瓦級直接調制半導體激光器已實現(xiàn)商用,其光束質量可媲美薄型碟片激光器或光纖激光器。這一方法在功率定標時仍可維持高光束質量,不會出現(xiàn)質量下降。這些固體激光器正被用于取代CO2 激光器,成為遠程激光焊接領域的主力軍。
遠程激光焊接(RLW)具備長焦距的特點,且激光光斑通??梢揽恳唤M掃描振鏡,在工件上實現(xiàn)快速移動。據稱,掃描振鏡的重量超過30公斤,必需搭配使用一款重載機器人。本文將報道一種新開發(fā)的、配備了用于遠程激光焊接的緊湊型激光焊接頭的激光加工機器人集成系統(tǒng)解決方案(LAPRISS),并將展示其多種應用。
LAPRISS技術
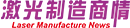
圖1顯示了這一LAPRISS系統(tǒng)的主要組件及其連接,包括采用多波長光束組合技術實現(xiàn)定標的4kW直接半導體激光器,以及一種新設計的、可直接安裝在機器人操作臂上的開孔式激光焊接頭。機器人的運動和激光在工件上的振蕩,包括其能量和激光輻照模式,均由機器人控制器進行控制。
圖1:LAPRISS 系統(tǒng)的主要組件及其連接
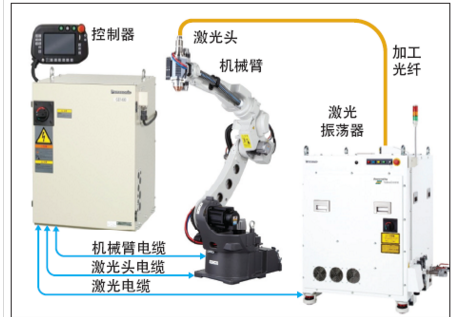
在激光焊接頭上,兩塊平行光學板分別由兩臺伺服電機獨立驅動,以改變光學路徑并在工件上形成不同類型的激光輻照模式(圖2)。激光焊接頭設計重量小于5 公斤,可以由輕型機器人承載。
圖2 所示:激光焊頭(a)、其光學器件(b)、光束路徑(c),以及在工件上形成的典型輻照模式(d)
根據圖2d所示的典型激光輻照模式,可以很容易想到,LAPRISS技術能夠利用圓弧或線形焊縫取代電阻點焊或電弧焊工藝。在遠程激光焊接的眾多優(yōu)點中,LAPRISS在取代電阻點焊時可以縮減焊接時間,并提高金屬薄板焊接中的間隙公差。
縮減焊接時間
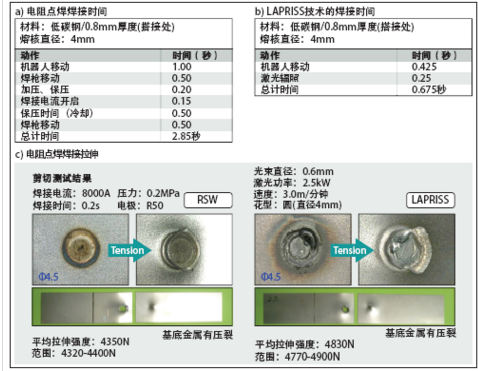
分別采用電阻點焊及LAPRISS技術,對0.8毫米厚低碳鋼的焊接時間進行了評估,電阻點焊的熔核直徑以及LAPRISS的圓直徑均設置為4毫米。圖3顯示了每種焊接耗費的時間及其拉伸剪切的試驗結果,電阻點焊與LAPRISS工藝的平均焊接時間分別為2.85秒與0.675秒,可以看出,LAPRISS的焊接時間僅為電阻點焊的四分之一。
圖3 :電阻點焊與LAPRISS搭接焊縫的焊接時間(a、b)及其拉伸剪切(c)測試結果對比
例如,假設車身上的焊接點總數為3,500 – 7,000個,總焊接時間可從10,000 - 20,000秒縮減到2,400 - 4,800秒。電阻點焊與LAPRISS技術在拉伸抗剪強度上并無明顯的差異,試件的接縫斷裂均發(fā)生在熱影響區(qū)(HAZ)附近的基底金屬上。
提高焊接間隙容差
在汽車制造業(yè)等薄板應用中采用激光焊接技術時,許多零部件是通過剪切或沖壓制造的。因此,提高間隙公差就變得非常重要,特別是當焊接高強度鋼質零部件時,更是如此,這是因為它們在沖壓過程中會發(fā)生較大的回彈。
補償較大焊接間隙公差的方法之一,是采用螺旋型激光束掃描方式,即從工件上的某個點開始,沿圓弧形路徑掃描,圓弧直徑逐漸加大。在螺旋掃描焊接中,機器人在完成一次焊接后即在某點停止,然后移動到另一個點。
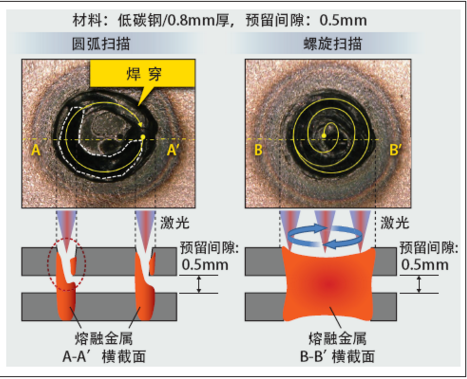
圖4:圓弧焊接與螺旋掃描焊接的接縫對比
圖4顯示了圓弧掃描與螺旋掃描焊接的結果。在采用圓弧掃描的情況下,由于熔融金屬不足而發(fā)生了焊穿現(xiàn)象。最大間隙公差僅為0.3毫米。另一方面,螺旋掃描焊接的最大間隙公差可達0.5毫米。因此,螺旋掃描焊接取代電阻點焊十分有益,它可使焊接時間縮減25%。
旋轉掃描焊接
旋轉掃描方法涉及到用一束激光對工件進行輻照,然后按照與機器人運動相同的直徑掃描出一個圓弧。工件上的激光輻照軌跡類似于在平面上的投影。熔池大小是由掃描圓弧直徑決定的。通過改變這一圓弧的大小,可以獲得各種不同寬度的焊縫。
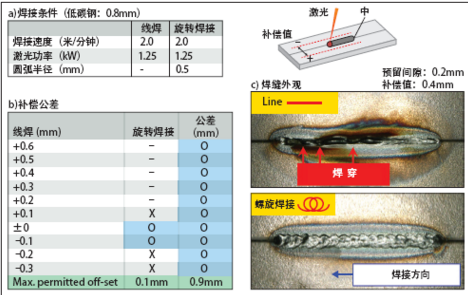
圖5:采用傳統(tǒng)激光焊接(線性焊接)與旋轉掃描焊接的接縫如圖所示。
根據0.8毫米厚的低碳鋼試件的對接焊縫,對旋轉掃描焊接工藝進行了評估。工件上的激光光斑設置于兩個板件的接觸面,或垂直于焊接方向設置0.2毫米的偏移。
圖5顯示了焊接條件和測試結果。當預留間隙為0mm時,采用傳統(tǒng)激光焊接(線性焊接)允許的偏移值僅為0.2毫米,而采用旋轉掃描焊接則可增加到0.5毫米。當預留間隙值增加到0.2毫米時,采用旋轉掃描焊接允許的偏移值可達0.9毫米,為傳統(tǒng)激光焊接(0.1毫米)的近9倍。因此,以旋轉掃描焊接取代電弧焊頗具價值,并且焊接速度可提高2 到3 倍。
潛在應用前景
除了金屬薄板焊接,LAPRISS 技術還可以在汽車行業(yè)等應用中用于異質材料的焊接,以實現(xiàn)輕量級的結構設計。一種激光鉚接工藝被提出,用于取代傳統(tǒng)的熱連接工藝,但其中存在的最主要問題是不同合金元素的金屬間化合物相的形成。
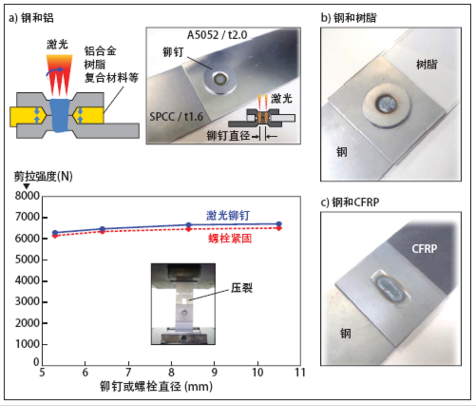
圖6:激光鉚接工藝可將鋼材與鋁、樹脂、CFRP(碳纖維增強塑料)相連接。
圖6展示了激光鉚接原理,以及一個鋼材與鋁連接的示例,對于傳統(tǒng)的熱連接工藝,這通常被認為是極為困難甚至不可能實現(xiàn)的。這種激光鉚接工藝也可用于將鋼材與樹脂、碳纖維增強塑料(CFRP)等其它非金屬材料相連接。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀













 關注我們
關注我們